|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
ПРОЕКТИРОВАНИЕ И ВЫБОР СБОРОЧНО-СВАРОЧНЫХ ПРИСПОСОБЛЕНИЙ И ОСНАСТКИ
Аннотация. В статьеописывается приспособление для сборки и сварки траверсы. Производится технические данные кантователя. Ключевые слова: сборочно-сварочная оснастка, сварочное приспособление, кантователь.
Annotation.The article describes the device for assembling and welding the traverse. The technical data of the tractor is made.Keywords:assembly and welding equipment, welding device, screw clamps. Key words: assembly and welding equipment, welding device, cantilever.
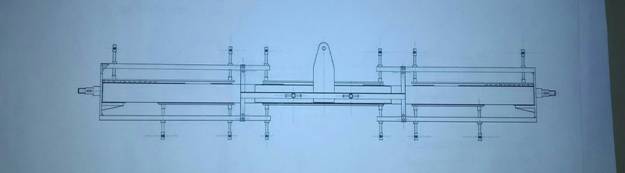
2. Проектирование и выбор сборочно-сварочных приспособлений и оснастки В процессе изготавливания сварных конструкций - должны быть обеспечены заданным технологическим процессом, взаимное положение соединяемых деталей и их условия наиболее благоприятные для образования качественного соединения. Это получается применением технологических приспособлений и оснастки. Технологические приспособления делятся на сборочные, предназначенные для сборки под сварку и фиксации деталей при помощи прихваток или простейших механических устройств; сварочные, предназначенные для сварки заранее собранных деталей с зафиксированным взаимным положением; сборочно-сварочные, позволяющие совместить операции сборки и сварки. Сборочные приспособления - это устройства и механизмы, употребляемые в машиностроении для закрепления, установки, правильного расположения собираемых деталей и узлов. В единичном и мелкосерийном производстве применяют универсальные сборочные приспособления: плиты, сборочные балки, призмы, угольники, струбцины, домкраты и т. п. Комплект этих сборочных приспособлений служит основой для создания сборочных стендов, применяемых при узловой и общей сборки. В массовом и крупносерийном производстве используют специальные сборочные приспособления: для крепления базовых деталей и узлов собираемого изделия (поворотные и многоместные) для точной и быстрой установки соединяемых деталей и узлов (одно- и многоместные, стационарные и подвижные). Применяют также приспособления для предварительного деформирования упругих элементов (пружин, рессор, разрезных колец и др.), для выполнения соединений с натягом и др. При конвейерной сборке используют механизмы для изменения положения (перевертывания) собираемых объектов. Использование сборочных приспособлений улучшает качество изделий, облегчает труд сборщиков и повышает производительность их труда.  Сварочные приспособления должны допускать свободное перемещение отдельных элементов конструкции вследствие нагрева и последующего остывания зоны сварки, а при необходимости уменьшить или по возможности исключить деформации, возникающие в сварном изделии и в самом приспособлении вследствие температурных воздействий. При сварке крупногабаритных конструкций, обладающих малой жесткостью (рамные, решетчатые, листовые) приспособления должны обеспечивать фиксацию отдельных свариваемых кромок, а не всего изделия в целом. При проектировании приспособления необходимо предусмотреть доступ к местам сварки и прихватки, быстрый отвод теплоты от мест интенсивного нагрева, сборку узла с минимального числа установок, свободный доступ для проверки размеров изделия и свободный съём собранного или сваренного изделия. Применяя сборочно-сварочные приспособления можно уменьшить время на сборку и сварку изготовляемого изделия, получить конструкцию с минимальным отклонением размеров. К конструкциям сборочно-сварочных приспособлений предъявляют целый ряд требований: - удобство эксплуатации (доступ местам установки деталей, занимаемым устройством и устройством управления, местам наложения прихваток и сварных швов, удобные положения рабочего, минимум его наклонов и хождений) - обеспечение заданной последовательности сборки и наложения швов в соответствии с разработанным технологическим процессом; - обеспечение заданного качества сварного изделия (приспособление должно быть достаточно прочным и жестким, а закрепляемые детали оставаться в требуемом положении без деформирования при их сварке); - возможность использования при конструировании и изготовлении сварочных приспособлений типовых, унифицированных, нормализованных и стандартных деталей, узлов и механизмов. Приспособление должно быть ремонтно-способным, безопасным в эксплуатации, иметь достаточно высокий срок службы. Для этого следует предусматривать возможность замены быстроизнашивающихся деталей и восстановление требуемой точности приспособления. В конструкции приспособлений изнашивающиеся детали надо использовать с упрочненными рабочими поверхностями: избегать применения открытых механизмов и передач и т.д.; предупреждать возможность перегрузки частей приспособления в эксплуатации, вводить предохранительные и предельные устройства; предусматривать возможность удобной очистки элементов и деталей приспособления от брызг металла, шлака, флюса, уборки последних после сварки. 2.1 Выбор стандартного сборочно-сварочного оборудования Для сборки и прихватки данного изделия используется специальное приспособление – кондуктор (рисунок 5). Все детали устанавливаются в него в процессе сборки. Основу данного приспособления составляют не равнополочные уголки №7 и №10, а также четырнадцать винтовых прижимов, соединенных прижимными планками. Для удобства сборки кондуктора оборудован съемными боковинами.
Рисунок 5 - Эскиз кондуктора для сборки и сварки траверсы Также в процессе сборки изделия используется стенд для сборки и сварки проушин. Данное приспособление используется для уменьшения времени под сборку и повышения точности выполнения сборочных работ. Эскиз стенда представлен на рисунке 6.
Рисунок 6 – Стенд для сборки и сварки проушин Для сварки траверсы используется кантователь двустоечный с электромеханическим приводом и подъемными центрами, представленный на рисунке 7. Кантователь обеспечивает полный поворот изделия, а также подъем его на высоту до 1000 мм.
Рисунок 7 – Кантователь двустоечный КД-1 Кантователь состоит из двух стоек: приводной и не приводной, связанных между собой поворотной рамой. Стойки устанавливаются на фундамент. Вращение, подъем, и опускание рамы осуществляется электродвигателями. Кантователь управляется с пульта, он оборудован устройством для отсоса газов, выделяющихся при сварке (газопровод предусмотрен непосредственно в поворотной раме кантователя). Рама кантователя снабжена пневматическими прижимами для крепления и предотвращения деформацией свариваемых узлов. Технические данные кантователя указаны в таблице 8. Таблица 8 – Технические данные кантователя КД-1
Таким образом, были подобраны приспособления в составе кондуктора, стенда и кантователя для сборки и сварки траверсы, обеспечивающих все требования, предъявляемые к ним.
Список литературы 1. Рыморов Е.В. Конструирование и расчёт сварочных приспособлений: учеб.пособие. – М.: ИздБИТМа. 1987. – 88 с. 2. Сборочно-сварочные приспособления. Этапы конструирования: учебное пособие / А.А. Хайдарова; Томский политехнический университет. – Томск: Изд-во Томского политехнического университета, 2013. – 132 с.
|
||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-05-27; просмотров: 498. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |