|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Правила и порядок проведения сертификации ⇐ ПредыдущаяСтр 2 из 2
1. Заявителем подается заявка в соответствующий орган по проведению процедуры сертификации. Информация о данном органе предоставляется территориальным органом Госстандарта или в Госстандарте. 2. Орган по проведению сертификации принимает на рассмотрение заявку, выносит решение, включающее все необходимые основные условия сертификации, в том числе материальные затраты, перечень прошедших аккредитацию испытательных лабораторий, получивших аттестат на право проведения испытаний, и список организаций, имеющих разрешение на проведение сертификации систем качества или производства. 3. Заявителем выбирается испытательная лаборатория или орган по проведению сертификации систем качества или производства из перечня, предложенного органом по проведению сертификации, с органом по проведению сертификации заключается договор о проведении сертификации. 4. Испытательная лаборатория или орган по проведению работ по сертификации выполняет процедуру отбора необходимых образцов для проведения испытаний. 5. Орган по проведению сертификации системы качества или производства или комиссия органа по проведению сертификации проводит анализ реального состояния производства или системы качества и оформляет заключение в орган по проведению сертификации. 6. Заявитель и орган по проведению сертификации получают протокол испытаний, составленный на основании проведенных исследований испытательной лабораторией. 7. Орган по проведению сертификации, проведя анализ протокола испытаний, заключения о реальном состоянии производства и других данных о соответствии данной продукции нормативным требованиям, на соответствие которым исследуется продукция, приходит к решению о выдаче сертификата соответствия или отказе в выдаче сертификата соответствия. На основании полученного сертификата соответствия выдается лицензия, дающая право использования знака соответствия.  8. Орган по проведению сертификации должным образом оформляет и регистрирует сертификат соответствия и вручает его заявителю одновременно с лицензией на использование знака соответствия. 9. Продукция, подлежащая обязательной сертификации, маркируется изготовителем знаком соответствия согласно требованиям документа «Правила применения знака соответствия при обязательной сертификации продукции». 10. Контроль за прошедшей сертификацию продукцией осуществляется согласно выбранному при разработке необходимой схемы сертификации порядку органом по проведению сертификации.
Задание 5-6 Понятие о контроле, виды контроля
Контроль - это процесс определения соответствия значения параметра изделия установленным требованиям или нормам. Сущность всякого контроля состоит в проведении двух основных этапов. На первом из них получают информацию о фактическом состоянии некоторого объекта, о признаках и показателях его свойств. Эта информация называется первичной. На втором - первичная информация сопоставляется с заранее установленными требованиями, нормами, критериями. При этом выявляется соответствие или несоответствие фактических данных требуемым. Информация о их расхождении называется вторичной. Она используется для выработки соответствующих решений по поводу объекта контроля. В ряде случаев граница между этапами контроля неразличима. При этом первый этап может быть выражен нечетко или практически не наблюдаться. Характерным примером такого рода является контроль размера детали калибром, сводящийся к операции сопоставления фактического и предельно допустимого значений параметра Контроль состоит из ряда элементарных действий: измерительного преобразования контролируемой величины; операции воспроизведения уставок контроля; операции сравнения; определения результата контроля. Измерения и контроль тесно связаны друг с другом, близки по своей информационной сущности и содержат ряд общих операций (например, сравнение, измерительное преобразование). В то же время их процедуры во многом различаются: · результатом измерения является количественная характеристика, а контроля - качественная; · измерение осуществляется в широком диапазоне значений измеряемой величины, а контроль – обычно в пределах небольшого числа возможных состояний; · контрольные приборы, в отличие от измерительных, применяются для проверки состояния изделий, параметры которых заданы и изменяются в узких пределах; · основной характеристикой качества процедуры измерения является точность, а процедуры контроля – достоверность. Контроль может быть классифицирован по ряду признаков. В зависимости от числа контролируемых параметров он подразделяется на однопараметровый, при котором состояние объекта определяется по размеру одного параметра, и многопараметровый, при котором состояние объекта определяется размерами многих параметров. По форме сравниваемых сигналов контроль подразделяется на аналоговый, при котором сравнению подвергаются аналоговые сигналы, и цифровой, при котором сравниваются цифровые сигналы. В зависимости от вида воздействия на объект контроль подразделяется на пассивный, при котором воздействие на объект не производится, и активней, при котором воздействие на объект осуществляется посредством специального генератора тестовых сигналов. В практике большое распространение получил так называемый допусковый контроль, суть которого состоит в определении путем измерения или испытания значения контролируемого параметра объекта и сравнение полученного результата с заданными граничными допустимыми значениями. Частным случаем допускового контроля является поверка средств измерений, в процессе которой исследуется попадание погрешностей средства измерений в допускаемые пределы. По расположению зоны контролируемого состояния различают допусковый контроль состояний: · ниже допускаемого значения X<хн; · выше допускаемого значения X>Хв; · между верхним и нижним допускаемыми значениями Хн<Хв. Результатом контроля является не число, а одно из взаимоисключающих утверждений: · "контролируемая характеристика (параметр) находится в пределах допускаемых значений", результат контроля – "годен"; · "контролируемая характеристика (параметр) находится за пределами допускаемых значений", результат контроля – "не годен" или "брак".
Практическая часть Задание 1
По заданным номинальным диаметрам и посадкам (данные в табл. 1): 1. Изобразить схемы расположения полей допусков. На схемах указать предельные отклонения. 2. Определить предельные и средние зазоры и натяги и указать их на схеме расположения полей допусков. 3. Определить допуск посадки (допуск зазора или допуск натяга). 4. Изобразить в сборе и отдельно детали сопряжения и обозначить на них размеры с предельными отклонениями. Таблица 1
Исходные данные к задаче
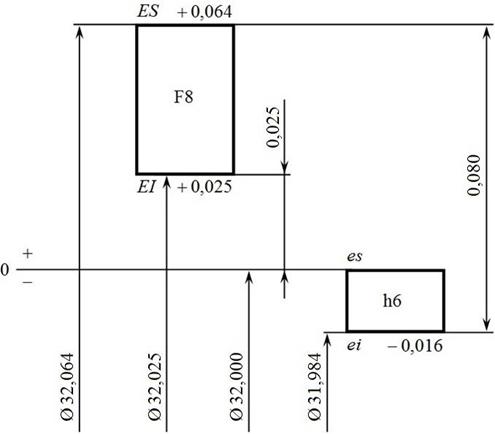
Задача 1а Дано:посадка Æ32 Предельные отклонения определены по ГОСТ 25347-82 [1, с. 113, 118]. Верхнее отклонение отверстия ES= +64 мкм. Нижнее отклонение отверстия EI= +25 мкм. Верхнее отклонение вала es= 0 мкм. Нижнее отклонение вала ei= –16 мкм. Схема расположения полей допусков посадки Æ32
Рис. 1. Схема расположения полей допусков посадки Æ32
Предельные размеры и допуски отверстия и вала: а) для отверстия:
б) для вала:
Предельные зазоры: а) максимальный зазор:
б) минимальный зазор:
допуск посадки:
средний зазор:
Все результаты расчетов заносим в табл. 2
Рис. 2. Эскизы деталей и их соединения
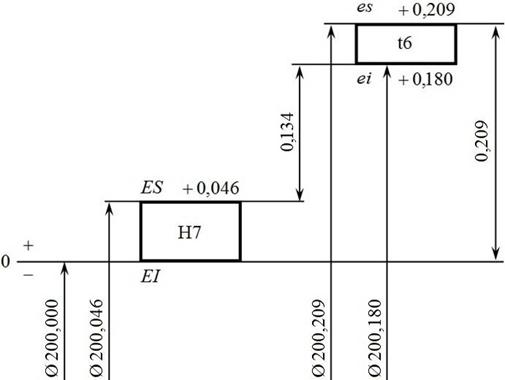
Задача 1б Дано:посадка Æ200 Предельные отклонения определены по ГОСТ 25347-82 [1, с. 79, 96]. Верхнее отклонение отверстия ES= +46 мкм. Нижнее отклонение отверстия EI= 0 мкм. Верхнее отклонение вала es= +209 мкм. Нижнее отклонение вала ei= +180 мкм. Схема расположения полей допусков посадки Æ200
Рис. 3. Схема расположения полей допусков посадки Æ200
Предельные размеры и допуски отверстия и вала: а) для отверстия:
б) для вала:
Предельные натяги: а) максимальный натяг:
б) минимальный натяг:
Допуск посадки:
Средний натяг:
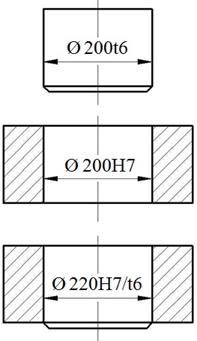
Все результаты расчетов заносим в табл. 2 Эскизы деталей и их соединения изображены на рис. 4.
Рис. 4. Эскизы деталей и их соединения Задача 1в Дано:посадка Æ45 Предельные отклонения определены по ГОСТ 25347-82 [1, с. 79, 126]. Верхнее отклонение отверстия ES= +39 мкм. Нижнее отклонение отверстия EI= 0 мкм. Верхнее отклонение вала es= +42 мкм. Нижнее отклонение вала ei= +17 мкм. Схема расположения полей допусков посадки Æ45
Рис. 5. Схема расположения полей допусков посадки Æ45
Предельные размеры и допуски отверстия и вала: а) для отверстия:
б) для вала:
Предельные натяг и зазор: а) максимальный натяг:
б) максимальный зазор:
Допуск посадки: TSN = TD + Td = 0,039 +0,025 =0,064 мм = 64 мкм. Средний натяг:
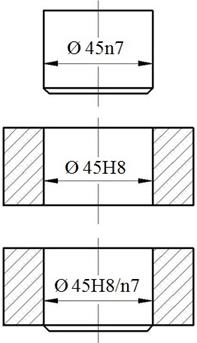
Все результаты расчетов заносим в табл. 2 Эскизы деталей и их соединения изображены на рис. 6.
Рис. 6. Эскизы деталей и их соединения Таблица 2
Параметры посадок
| ||||||||||||||||||||||||||||||||||||||||









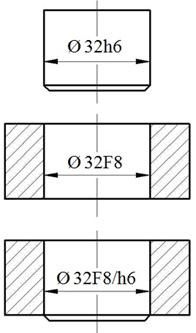 Эскизы деталей и их соединения изображены на рис. 2.
Эскизы деталей и их соединения изображены на рис. 2.