|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ (САУ): компоненты, описание, схемы(24)Стр 1 из 14Следующая ⇒ 1. Причины появления автоматических систем управления и общая структура САУ 21-24 Цель производственной системы – целенаправленное превраще-ние материального потока из сырья в готовую продукцию заданного автоматическими системами управления(САУ) Общая структура взаимосвязи ОУ и САУ базируется на фундаментальном принципе – наличии обратной связи (ОС) на основе которого функционирует подавляющее число систем автоматического управления. 2. Базовые компоненты САУ: объект управления (иерархичность, основные классы САУ, переменные) 25-28 непрерывные – продукция непрерывно вырабатывается при непрерывном подводе сырья и энергии, управляющих воздействий
 непрерывно-дискретные – в течение определённого (относительно длительного) промежутка времени (часов или дней) непрерывно вырабатывается определённое, ограниченное количество продукта, периодически выгружаемого из аппарата. Характерно наличие циклов и сочетание особенностей непрерывного и дискретного процессов Первый класс САУ(непрерывные ОУ)– поддержание стабильного, неизменного режима работы несмотря на возможные возмущения Второй класс САУ (дискретные ОУ) – цель управления может быть достигнута только в результате изменения состояния ОУ и/или положения относительно окружающей их среды(сборочные конвейеры и поточные линии). Управление реализуется с помощью жестко фиксированных(в управлении) автоматов(программное управление– это управление по заданному закону– программе), когда оборудование выполняет ряд наперед заданных операций. Это наиболее четко выраженный вариант разомкнутого управления. Переменные ОУ выявления совокупности технологических переменных, достаточных для оценки(контроля) его состояния и управления 3. Базовые компоненты САУ: обратная связь 29-30
Обратная связь– связь, при помощи которой информация о состоянии ОУ передается на вход системы управления. Обратная связь формирует ответную реакцию(управляющее воздействие) u на какое-либо действие или событие, используя отклонение ∆= yзад– y переменных объекта управления y от определенного (заданного) состояния yзад. В общем виде ∆(t) определяется: ∆(t) = yзад(t) ± y(t) Виды обратной связи. «Отрицательная» ОС способствует уменьшению отклонения ∆(t) СУ и приводит систему в равновесное состояние, т. е. стабилизирует выходную переменную y(t) ОУ. На отрицательной обратной связи строится подавляющее число систем управления. «Положительная» ОС способствует увеличению отклонения∆(t) СУ и препятствует приведению ее в равновесное состояние, т. е. не стабилизирует выходную переменную y(t), а отклоняет её к одному из крайних положений, вызывая неустойчивость. Применяется в системах усиления сигнала 4. Автоматизированная система управления(уровни управления) 31-33
задача решается на основе многоуровневой автоматизированной системы управления производством(АСУП), Нулевой уровень (уровень I/O –input/output – ввода/вывода). Включает набор первичных преобразователей(датчиков)), исполнительных механизмов и регулирующих органов, для ввода первичной (технологической) информации и вывода (реализации) управляющих воздействий. Первый уровень (control – непосредственное управление). Служит для непосредственного автоматического управления локальными технологическими процессами: DCS (Distributed Control System, распределенная система управления(РСУ)) – для управления непрерывными процессами и PLC-системы– для программного управления*дискретными процессами с помощью промышленных контроллеров PLC . Второй уровень (SCADA – Supervisory Control and Data Acquisition – сбор данных и диспетчерское управление). Предназначен для отображения (визуализации) данных о производственном процессе и оперативного комплексного управления различными агрегатами при участии диспетчерского персонала на уровне участка цеха. Третий уровень (MES – Manufacturing Execution System – произ-водственная исполнительная система). Выполняет упорядоченную обработку информации о ходе изготовления продукции в цехе, а также является источником необходимой информации в реальном времени для верхнего уровня управления предприятием– планирования ресурсов предприятия(MRP и ERP-уровни) и оптимизации управления ресурсами цеха как единого организационно-технологического объекта по заданиям, поступающим с верхнего уровня. Четвертый уровень (MRP – Manufacturing Resource Planning и ERP – Enterprise Resource Planning – планирование ресурсов предприятия). Предназначены для автоматизации планирования производства и финансовой деятельности, снабжения и продаж, анализа и прогнозирования и т. д. Задачи, на этом уровне, отличаются главным образом повышенными требованиями к ресурсам. Обмен информацией между уровнями АСУ осуществляется на основе локальных промышленных сетей 5. Схема анализа процесса как объекта управления: общая концепция. практика 11-12
Общая концепция. - анализ как объекта управления, т. е. нахождения важных технологических переменных, количественно характеризующих качество полуфабриката или конечного продукта, и эффективных каналов воздействия на них. Алгоритм анализа состоит из двух основных шагов: 1. Выбор технологических переменных, адекватно характеризующих протекание процесса и, соответственно, подлежащих контролю и регулированию. Базируется на схеме материальных (энергетических) потоков и их информационных(технологических) переменных; 2. Определение структуры системы автоматического управления (САУ) или их набора. Основано на выявлении взаимных влияний (для введения обратных связей) ранее выбранных переменных (шаг1), т. е. каналов «управляющее воздействие-переменная, характеризующая качество полуфабриката или конечного продукта». Базируется на структурной схеме САУ При накладывании друг на друга (показано стрелкой) схема материальных потоков и их информационных переменных совпадает со структурной схемой САУ, т. е. технология виртуально совмещается с автоматикой. Такое совмещение позволяет технологу увидеть воздействие контуров автоматического управления на основе обратных связей(для читабельности обозначены точечными линиями со стрелками), а автоматчику– лучше понять происходящие технологические превращения или функционирование аппарата(устройства). 6. Схема анализа процесса как объекта управления: графические обозначения. практика 15-18 Объекты управления. Изображаются упрощенно с соблюдением пропорций Внутри подписывается название аппарата, а при необходимости (если это важно для автоматики) указываются зоны, секции и т. п. Материальные потоки (входные и выходные). Изображаются объемной стрелкой, подчеркивающей их «материальность». Сверху стрелки обязательно пишется название материального потока(например, «греющий пар», «связующее», «воздух» и т. п.), а внутри с помощью буквенных обозначений через запятую перечисляются информационные переменные, необходимые для измерения и управления D– плотность; E– любая электрическая величина; F– расход; G– размер, положение, перемещение; L– уровень; М– влажность, Р– давление или вакуум; Q– величина, характеризующая качество (состав, концентрацию ., например Q pH – собственно, pH; Q H2SO4– концентрация серной кислоты); S– скорость или частота; Т– температура;V– вязкость; W– масса; В, X– не рекомендуемые резервные буквы. Информационные переменные (измеряемые и неизмеряемые) измеряемые (датчики) – тонкой сплошной короткой стрелкой (подчеркивающей их «не материальность», а «информативность», т. е. вектор измерения) с добавлением буквенного обозначения, перенесенного из схемы материальных потоков и их информационных переменных; неизмеряемые (обычно, управляющие воздействия) – тонкой пунктирной короткой стрелкой. Появляются в случае, если информационная переменная участвует в контуре управления, но не измеряется. Изображение информационных переменных на схеме анализа процесса как ОУ: Как следует интерпретировать(читать) информационные стрелки Если она сплошная(Fгп, Tгп, Pгп, Qсв), то это значит, что эти переменные измеряются, т. е. будут установлены отдельные(потому-то и столько стрелок) датчики расхода Fгп, температуры Tгп и давления Pгп, греющего пара, а также концентрации связующего Qсв. Если она пунктирная и со « звездочкой» (F*св), то никакого датчика расхода связующего F*св установлено не будет, потому, что для данного случая в этом нет необходимости. Однако, хотя расход F*св не измеряется, его обязательно нужно учесть на структурной схеме САУ (пунктирной стрелкой) в связи с тем, что он участвует в САУ, замыкая контур обратной связи. 7. Схема анализа процесса как объекта управления: факторы, которые необходимо учитывать при создании(отображении) схемы материальных потоков и их информационных переменных для реальных процессов практика 21-24 1. Материальные потоки подводятся и отводятся от ОУ примерно в тех местах, что и в реальном объекте, а не абстрактно («вход-выход») 2. Размеры стрелок материальных потоков (их «объемность») произвольны, но желательно хотя бы приблизительно учесть эти пропорции, что значительно увеличивает читаемость схемы.
4. В случае большого количества аппаратов и, соответственно, участвующих в процессе материальных потоков, целесообразно основной материальный поток выделить точечной заливкой, значительно улучшающей чтение всей схемы. 5. Для крупногабаритных и/или распределенных объектов схема материальных потоков и их информационных переменных может быть детализирована: внутренними конструктивными узлами(вальцами, прижимными роликами и т.д.); разбита на зоны, секции, ячейки и т. д. (тоннельные печи, камерные сушилки, экструдеры и т. п.). 6. При необходимости, схема материальных потоков и их информационных переменных может быть дополнена: аппаратами, имеющими с основным ОУ существенную технологическую связь; поясняющими его функционирование (накопительные емкости до и после ОУ; теплообменники, подающие горячую воду, пар и т. д.). 7. Реальные технологические схемы могут иметь сложный путь движения материальных потоков(наличие параллельных потоков, рециклов и байпасов). Но в любом случае в них должно четко прослеживаться их направление: слеванаправо, т. е. система « вход-выход» 8. Схема анализа процесса как объекта управления: выбор технологических переменных. практика 27-30 предпосылках: при выборе технологических (информационных) переменных должна четко прослеживаться цепочка полезной информации для формирования точек контроля и управления, хорошо согласованная с конечной технологической целью процесса (получения полуфабриката/продукта заданного качества) число информационных переменных должно быть минимальным для каждого материального потока, но достаточным для полного представления о ходе протекания технологического процесса информационная переменная должна измеряться реально, а не на бумаге, т. е. иметь соответствующий промышленный датчик с требуемыми диапазоном измерения, точностью и надежностью невозможности напрямую измерить технологическую переменную, ее заменяют другой, косвенно ее характеризующей, например: измерение напрямую влажности материала M в потоке при его сушке всегда представляло собой непростую измерительную проблему, в то время как измерение температуры T, косвенно ее характеризующую, легко реализуется. В такой ситуации для многих аппаратов сушки доказано, что если температурный режим в аппарате будет стабильно поддерживаться, то высока вероятность того, что влажность материла тоже будет в диапазоне, определенном технологическим регламентом;
(пропорцией) расходов входных компонентов Fк1 и Fк2, собственно формирующих заданную концентрацию. Рис. 2.2.2. Цель процесса– получение профиля из пластмассы(ПВХ) за счёт поддержания заданных режимов: а) температуры по зонам материального цилиндра экструдера (Т1, Т2, Т3, Т4), посредствам изменения напряжения в обмотках электрических нагревателей по зонам (Е*1, Е*2, Е*3, Е*4); б) температуры по зонам экструзионной головки (Т5, Т6), посредствам изменения напряжения в обмотках электрических нагревателей по зонам(Е*5, Е*6); в) температуры ванны охлаждения Т7 за счет изменения расхода холодной воды(F*хв); г) уровень заполнения полимером в загрузочном бункереL пвх, за счет изменения его расходаF*пвх; д) стабилизация частоты вращения шнека Sш, и тянущего устройства Sту. Участок снабжен двигателями для осуществления технологических операций: М1 – подача ПВХ пневмотранспортом, М2 – вращение шнека экструдера, М3 –подача насосом холодной воды, М4 – тянущее устройство. 9. Схема анализа процесса как объекта управления: определение структуры практика 33-36 На структурной схеме САУ упрощенно изображаются
объекты управления – полностью переносятся из схемы материальных потоков и их информационных переменных и располагаются на отдельном рисунке ниже. Внутри указывается не конкретный аппарат, а название протекающего процесса. В случае осуществления управления не в самом технологическом аппарате, а например, в трубопроводе– ОУ не изображается, однако это место выделяется штриховым прямоугольником;
обратные связи – изображаются в виде точечной линии со стрелкой. При необход. указываются условия ее отключения и/или включения. Главная задача данной схемы– связать управляющие и управляемые переменные, т. е. сформировать контуры локальных САУ(температуры, давления, расхода, скорости, концентрации, массы, перемещения, влажности, уровня и т. д.) посредством ввода обратных связей. Поэтому в данной схеме промышленные контроллеры (PLC, в том числе и точки ввода задания, т.е. yзад), ИМ и РО, не указываются, а лишь подразумеваются Технологический процесс должен расматриваться как объект управления, т. е. показаны связи, реализующие целенаправленные управляющие воздействия на важные переменные(т.е. технологию), характеризующие качество полуфабриката или конечного продукта. Такое управляющее воздействие на практике осуществляется регулирующим органом – устройством, непосредственно воздействующим на ОУ путем изменения количественных характеристик материальных(энергетических) потоков(вентили, клапаны, насосы, ТЭНы, режущий инструмент) Действительно, отличительной чертой подавляющего большинства систем автоматизации является наличие обратной связи(показана точечной линией со стрелкой, позволяющей изменять важные технологические переменные, характеризующие работу аппарата, путем изменения входных, выходных или внутренних переменных. Обязательно обратите внимание на наличие контура обратной связи, превращающей систему автоматического контроля в систему автоматического управления. В управлении работает связка«причина-следствие», где следствием является технологическая переменная, характеризующая качество сырья/продукции, а причиной– переменная, имеющая на нее существенное предсказуемое влияние. 10. Описание процесса при его анализе как объекта управления (структура описания, типичные ошибкам описания практика 39-45 Для аппаратов, совершающих технологическое преобразование (смешивание, прессование, сушка) регулирование необходимой переменной происходит обычно с помощью изменения расхода входной переменнойЧасто объектом управления выступает не технологический аппарат, а оборудование для совершения вспомогательных транспортно-переместительных операций(трубопроводы, транспортеры и т. д.) Структурная схема локальной САУ по возмущению. Управляющее воздействие u формируется в зависимости от результатов непосредственного измерения возмущающей переменной f), действующей на ОУ. Могут строиться как системы программного управления. Характерный признак: – система разомкнута, т.е. без обратной связи.-Достоинство: высокое быстродействие. -Недостаток: не все возмущения можно измерить. Структурная схема комбинированной локальной САУ. Включает комбинацию систем: по отклонению+ по возмущению. Достоинство: имеет высокое быстродействие и точность, а неучтённые возмущения компенсируются(ослабляются) за счёт обратной связи. Структурная схема инвариантной САУ. Она позволяет достигнуть независимости(инвариантности) регулируемой величины y от возмущений f. Структурная схема многосвязной САУ. Объекты управления с несколькими входами и выходами, взаимно связанными между собой. Существует два подхода к автоматизации многосвязных ОУ : • несвязанное регулирование основных каналов (х11, х22) при помощи одноконтурных САУ по каждому каналу. Применяются в случае, когда влияние перекрестных связей (х12, х21) намного слабее, чем основных; • связанное регулирование с применением многоконтурных систем, в которых перекрестные связи (х12, х21) ОУ компенсируются дополнительными динамическими связями (компенсаторами К1 и К2) между отдельными контурами регулирования. Реальные САУ. Рассмотренные выше структурные схемы типовых локальных САУ являются теми кирпичиками, из которых строятся реальные системы автоматизации технологического процесса в самых разнообразных отраслях промышленности. В практических реализациях свойственно использовать не одну, а несколько локальных САУ, каждая из которых управляет собственной переменной или переменными(например, уровнем, температурой, давлением и т. д.). В качестве примера рассмотрим процесс смешивания древесных частиц со связующим в производстве древесностружечных плит (рис. 2.3.12 По сути, за время 20-30 с надо распределить малое количество жидкого связующего по большой площади сыпучих древесных частиц различной фракции и породного состава. Измерительных схем и методов оценки распределенности связующего по древесным частицам не существует, поэтому используют косвенный показатель – влажность древесных частиц
11. Описание процесса при его анализе как объекта управления(структура описания, типичные ошибками описания) практика 49-51 Описание процесса как ОУ. Осуществляется описание процесса с точки зрения входных и выходных материальных (энергетических) потоков, потоков внутри аппарата(субстанций и т. п.) и их преобразований в аппарате относительно друг друга, с указанием численных значений (диапазона) информационных переменных, характеризующих рассматриваемые потоки. Текст описания должен быть кратким, логичным, понятным и однозначным. При этом необходимо: – снабдить принудительно перемещаемые материальные потоки (насосы, вентиляторы, транспортеры и т. п.), в также технологические аппараты (имеющие приводные устройства – мешалки и т. п.) соответствующими двигателями M (с возрастающей нумерацией); – определить и обосновать технологические переменные, подлежащие контролю и регулированию, а также те виртуальные переменные, которые участвуют в процессе управления, но не измеряются. Все переменные должны быть буквенно обозначены на обоих схемах; –на основе выбранных технологических переменных, подлежащих регулированию обосновать(прописать в тексте) и ввести контуры обратных связей – определить и перечислить набор локальных САУ, дать их описание и указать особенности. Типичными ошибками описания являются: непоследовательность изложения: описание потоков появляется хаотично в любой последовательности, в то время как оно должно быть подчинено ритму «слево-направо», т. е. они поступают, преобразовываются и выходят из аппарата; перегруженность специальной терминологией, отвлекающими нюансами технологии отсутствие единообразия терминологии: материальный поток именуется– то«высушиваемые изделия», то«влажный материал», отсутствие в тексте и на схемах ссылок на исполнительные механизмы (двигатели М), подписей материальных потоков буквенных обозначений информационных переменных (T, P, F, L, Q и т. д.) и их численных значений. отсутствие в тексте описания взаимного воздействия выбранных входных, внутренних и выходных переменных процесса, формирующих обратные связи и позволяющих обоснованно построить структурную схему САУ 12. Функциональные схемы автоматизации: общая концепция, изображение элементов технологического слоя 35-36 Общая концепция. Анализ технологического процесса как объекта управления позволяет обоснованно построить функциональную схему автоматизации. Она является основным документом, определяющим функциональную структуру и объем автоматизации Представляет чертеж на котором условными обозначениями изображены и скоординированы два«слоя»: технологический – технологические аппараты (основные и вспомогательные), оборудование для перемещения материальных потоков(т. е. ОУ), а также связывающие их материальные потоки с установленными на них РО; автоматизации– устройства автоматизации(датчики, вторичные приборы, пром-е контроллеры, ИМ, ) с указанием связей между ними и ОУ.
Все технологические аппараты связаны между собой материальными потоками (трубопроводы, пневмотранспорт, транспортеры и т. п.), которые изображают жирными линиями со стрелкой(они«приглашают» к чтению чертежа) (рис. 1.3.1б). Над стрелкой пишетсяназвание материального потока, а для идущих из предыдущих участ-ков или к последующим, в скобках добавляют пояснения, т. е. дают их «историю», например«на склад». Дополнительно на материальных потоках отображают те регулирующие устройства(вентили, задвижки, заслонки, клапаны, запорные устройства, транспортеры, шнеки и т. п.), которые участвуют в системе управления(рис. 1.3.1в). 13. Функциональные схемы автоматизации: изображение элементов «слоя» автоматики 37-40 В этом«слое» показывают широкий спектр устройств автоматизации: отборные устройства(т. е. чувствительные элементы измерительных устройств), датчики(измерительные преобразователи), преобразующие и регулирующие устройства, переключатели, аппаратуру управления, исполнительные механизмы, элементы индикации и сигнализации, согласующие устройства и устройства обработки информации. Устройство автоматизации на функциональных схем изображается в виде базового элемента– круга диаметром10 мм. Следует помнить, что практически все измерительные преобразователи (датчики) располагаются по месту, а вторичные преобразователи, устройства отображения и регулирования в щитах и пультах. Отличие последних на функциональных схемах автоматизации – наличие линии диаметра, делящего круг символа устройства пополам. Для конкретизации устройств автоматики применяют буквенные обозначения. Их располагают в следующем порядке слева направо а) обозначение основной измеряемой величины(Переменная); б) обозначение, уточняющее, если это необходимо(!), основную измеряемую величину(Уточнение); в) обозначение или обозначения функционального признака или признаков прибора(Функция). Сам круг условно можно разделить на две равные зоны .
14. Способы выполнения. Функциональные схемы автоматизации выполняют совмещенным и раздельным способами (рис. 1.3.8). Первый способ дает лишь общее представление о функционировании САУ и не отображаются пункты управления (щиты, пульты). При втором способе они учитываются и условными обозначениями изображаются щиты и пульты управления, а также операторские станции SCADA-систем.
а) фрагмент– процесс нагрева совмещенным способом. Средства автоматизации(датчики– TE, FE, PT, вторичные приборы– TI, FI, PI, контроллер TC) обозначены в виде кружков с буквенными обозначениями; б) раздельным способом (изображены щит автоматизации и операторская станция SCADA-системы) Обозначение средств автоматизации: щитов и пультов, про-мышленных контроллеров(PLC) и операторских станцийSCADA-систем. 15. Функциональные схемы автоматизации: примеры оформление функциональных схем автоматизации а) расхода жидкости (газа) при помощи изменения: (1) проходного сечения вентиля(G – т. е. изменением его геометрии) и (2) числа оборотов насоса (S – т. е. изменением его частоты; 16. Принципиальные электрические схемы автоматизации: назначение и требования к оформлению – для изучения принципа действия системы; – для определения полного состава устройств (а также связей между ними), действие которых обеспечивает решение задач измерения, сигнализации, управления, защиты и питания. – основанием для разработки других документов: монтажных таблиц щитов и пультов, схем внешних соединений и др.; – для производства монтажно-наладочных работ и эксплуатации. Элементарных электрических цепей выполняющих ряд стандартных операций: – передачу командных сигналов от устройств управления или из-мерения к исполнительным органам; – усиление, размножение и сравнение командных сигналов; – блокировку сигналов и т. п. Требования к оформлению. На них изображаются: – цепи управления, регулирования, измерения, сигнализации, электропитания, силовые цепи; – контакты устройств данной схемы, занятые в других схемах, и контакты устройств других схем; – диаграммы и таблицы включений контактов переключателей, программных устройств, конечных и путевых выключателей, циклограммы работы аппаратуры; – таблицы применяемости; – поясняющая технологическая схема, схема блокировочных зависимостей работы оборудования; циклограмма работы оборудования; – необходимые пояснения и примечания; – перечень элементов; – основная запись. 17. Принципиальные электрические схемы автоматизации: позиционные обозначения • в первой части указывается вид элемента (устройства) – одна или две буквы латинского алфавита; • во второй части указывается порядковый номер элемента (устройства) в пределах элементов (устройств) данного вида. Например, в обозначении реле К1 первая часть представляет собой букву латинского алфавита(код), а цифра– порядковый номер этого реле в схеме. 18 Принципиальные электрические схемы автоматизации: позиционные обозначения Назначение. Принципиальные электрические схемы контроля управления и сигнализации служат: – для изучения принципа действия системы; – для определения полного состава устройств (а также связей между ними), действие которых обеспечивает решение задач измерения, сигнализации, управления, защиты и питания. – основанием для разработки других документов: монтажных таблиц щитов и пультов, схем внешних соединений и др.; – для производства монтажно-наладочных работ и эксплуатации. При всем их многообразии, они представляет собой определенным образом составленное сочетание элементарных электрических цепей (например, типовые схемы включения измерительных приборов различного назначения) и типовых функциональных узлов, в заданной последовательности выполняющих ряд стандартных операций: – передачу командных сигналов от устройств управления или измерения к исполнительным органам; – усиление, размножение и сравнение командных сигналов; – блокировку сигналов и т. п. Графическим элементам принципиальной электрической схемы автоматизации присваиваются буквенно-цифровые коды. Они проставляются рядом с ними с правой стороны или над ними и обычно состоят из двух частей (записываются без разделительных знаков и пробелов): • в первой части указывается вид элемента (устройства) – одна или две буквы латинского алфавита; • во второй части указывается порядковый номер элемента (устройства) в пределах элементов (устройств) данного вида. Например, в обозначении реле К1 первая часть представляет собой букву латинского алфавита (код), а цифра – порядковый номер этого реле в схеме. |
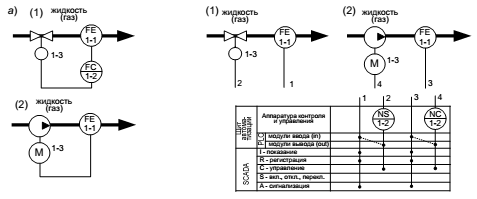
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 905. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 качества при помощи цепочки технологических аппаратов. Отклонения (колебания) их характеристик от нормальных режимов, вызванные различными причинами (в автоматике их называют возмущениями). Сами технологические аппараты (в автоматике в автоматике их называют объекты управления– ОУ), входящие в производственные системы, не всегда могут устранить эти отклонения, поэтому их снабжают
качества при помощи цепочки технологических аппаратов. Отклонения (колебания) их характеристик от нормальных режимов, вызванные различными причинами (в автоматике их называют возмущениями). Сами технологические аппараты (в автоматике в автоматике их называют объекты управления– ОУ), входящие в производственные системы, не всегда могут устранить эти отклонения, поэтому их снабжают  дискретные– периодическая(или даже разовая) повторяемость различных ситуаций с чередованием операций перемещения и преобразования при производстве штучных изделий. Характерный признак– большое число однородных изделий во времени (конвейерные линии). К ним также относят процессы порционного и многокомпонентного дозирования в емкости, фасовка в тару (пакеты, ящики), отбраковка
дискретные– периодическая(или даже разовая) повторяемость различных ситуаций с чередованием операций перемещения и преобразования при производстве штучных изделий. Характерный признак– большое число однородных изделий во времени (конвейерные линии). К ним также относят процессы порционного и многокомпонентного дозирования в емкости, фасовка в тару (пакеты, ящики), отбраковка





 3. В случае принудительного перемещения материального потока (насосом), а также реализации самих технологических преобразований (мешалки), их необходимо снабдить двигателями M (с возрастающей нумерацией), осуществляющими это перемещение-преобразование и которыми в дальнейшем надо будет управлять – включать, отключать, переключать
3. В случае принудительного перемещения материального потока (насосом), а также реализации самих технологических преобразований (мешалки), их необходимо снабдить двигателями M (с возрастающей нумерацией), осуществляющими это перемещение-преобразование и которыми в дальнейшем надо будет управлять – включать, отключать, переключать замена прямого измерения качества продукта (например, концентрации Q) его косвенным эквивалентом – соотношением
замена прямого измерения качества продукта (например, концентрации Q) его косвенным эквивалентом – соотношением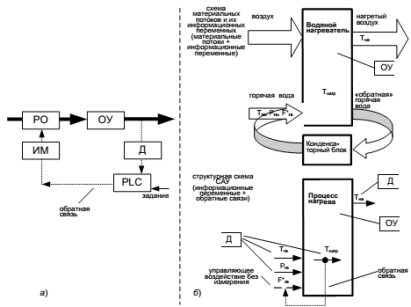 информационные переменные – полностью переносятся из схемы материальных потоков и их информационных переменных. Измеряемые(датчики) – изображаются тонкой сплошной короткой стрелкой с добавлением буквенного обозначения информационной переменной и неизмеряемые (обычно, управляющие воздействия) – тонкой пунктирной короткой стрелкой;
информационные переменные – полностью переносятся из схемы материальных потоков и их информационных переменных. Измеряемые(датчики) – изображаются тонкой сплошной короткой стрелкой с добавлением буквенного обозначения информационной переменной и неизмеряемые (обычно, управляющие воздействия) – тонкой пунктирной короткой стрелкой; 
 Изображение элементов технологического «слоя». Технологические аппараты, а также оборудование для перемещения материальных потоков изображают упрощенно, т. е. контурно-узнаваемо, без второстепенных конструктивных деталей. Возле изображения делаются поясняющие надписи (наименование аппарата или его позиционное обозначение) (рис. 1.3.1а).
Изображение элементов технологического «слоя». Технологические аппараты, а также оборудование для перемещения материальных потоков изображают упрощенно, т. е. контурно-узнаваемо, без второстепенных конструктивных деталей. Возле изображения делаются поясняющие надписи (наименование аппарата или его позиционное обозначение) (рис. 1.3.1а). 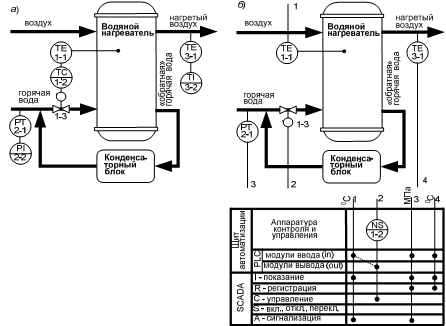 Функциональные схемы автоматизации: способы выполнения и обозначениесредств автоматизации: щитов и пультов, промышленных контроллеров и операторских станций SCADA-систем.
Функциональные схемы автоматизации: способы выполнения и обозначениесредств автоматизации: щитов и пультов, промышленных контроллеров и операторских станций SCADA-систем.