|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Порядок выполнения визуального и измерительного контроля сварных конструкций (узлов, элементов)
6.6.1. Визуальный контроль сварных конструкций (узлов, элементов) предусматривает проверку: отклонений по взаимному расположению элементов сварной конструкции; наличия маркировки сварных соединений; наличия маркировки сварных конструкций (узлов); отсутствия поверхностных повреждений материала, вызванных отклонениями в технологии изготовления, транспортировкой и условиями хранения; отсутствия неудаленных приварных элементов (технологического крепления, выводных планок, гребенок, бобышек и т.п.). 6.6.2. Измерительный контроль гнутых колен труб предусматривает проверку: отклонения от круглой формы (овальность) в любом сечении гнутых труб (колен); толщины стенки в растянутой части гнутого участка трубы (рекомендуется проводить толщиномерами); радиуса гнутого участка трубы (колена); высоты волнистости (гофры) на внутреннем обводе гнутой трубы (колена); неровностей (плавных) на внешнем обводе (в случаях, установленных НД); предельных отклонений габаритных размеров. 6.6.3. Измерительный контроль тройников и коллекторов с вытянутой горловиной предусматривает проверку: эксцентриситета оси горловины относительно оси корпуса; радиусов перехода наружной и внутренней поверхностей горловины к корпусу; размеров местных углублений от инструмента на внутренней поверхности тройника, вызванных применяемым инструментом; уменьшения диаметра корпуса вследствие утяжки металла при высадке (вытяжке) горловины; угла конуса на наружной поверхности патрубка; местного утолщения стенки горловины, овальности прямых участков корпуса тройника по наружному диаметру в месте разъема штампа;  кольцевого шва присоединения переходного кольца. 6.6.4. Измерительный контроль переходов, изготовленных методами подкатки (последовательного обжима), осадки в торец и вальцовкой листовой стали с последующей сваркой предусматривает проверку: размеров углублений и рисок на внутренней поверхности обжатого конца, носящих характер ужимин; утолщения стенки на конической части перехода; формы и размеров шва, отсутствия недопустимых поверхностных дефектов. 6.6.5. Измерительный контроль сварных изделий (деталей) - тройников, фланцевых соединений, секторных отводов, коллекторов, трубных блоков и т.д. предусматривает проверку: размеров перекосов осей цилиндрических элементов; прямолинейности образующей изделия; отклонения штуцера (привариваемой трубы, патрубка) от перпендикулярности относительно корпуса (трубы, листа), в который вваривается штуцер (труба, патрубок); отклонения осей концевых участков сварных секторных отводов; кривизны (прогиба) корпуса (трубы) сварных угловых соединений труб (вварка трубы, штуцера); отклонения размеров, определяющих расположение штуцеров в блоках; отклонения оси прямых блоков от проектного положения; отклонения габаритных размеров сварных деталей и блоков. 6.6.6. Контроль геометрических размеров колен и труб гнутых, а также прямых гнутых деталей и блоков должен проводиться методом плазирования (наложением на плаз с контрольным чертежом) с последующим измерением отклонений измерительным инструментом (линейка, щуп, штангенциркуль, шаблон, оптические приборы и др.). Замеры отклонений гнутых труб (колен) проводятся относительно наружной поверхности. Схемы измерений отдельных отклонений приведены на рис. 17. 6.6.7. Величина овальности в любом сечении детали определяется по следующим формулам:
или
или
Рис. 17 - Схема измерений отдельных отклонений трубных деталей и блоков а - отклонение (перелом) оси тройника сварного (В6); б - отклонение штуцеров от проектного положения (a4) и размеры расположения штуцеров по длине трубы (коллектора) (А и Б); в - отклонение (перелом) оси блока трубопровода (d7)
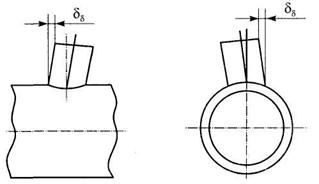
6.6.8. Измерение толщины стенки гнутых деталей (элементов), в том числе вытянутой горловины тройников и коллекторов, а также утолщения стенки на конической части перехода, изготовленного методами прокатки и осадки в торец, рекомендуется проводить ультразвуковыми приборами (толщиномерами). 6.6.9. Перелом осей трубных деталей и прямолинейность образующей определяется в 2-3 сечениях в зоне максимального перелома (отклонения образующей от прямолинейности), выявленного при визуальном контроле. Измерение выполнять в соответствии с требованиями, приведенными в п. 6.4.12 и рис. 3. В случае когда измерения по данной методике не обеспечивают требуемой точности, измерения следует проводить по специальной методике. 6.6.10. Отклонение от перпендикулярности наружной поверхности (оси) штуцера к корпусу (трубе) определяется в двух взаимно перпендикулярных сечениях (рис. 18). 6.6.11. Определение диаметра труб при измерении рулеткой проводится по формуле:
где Р - длина окружности, измеренная рулеткой, мм; p = 3,1416; Dt - толщина ленты рулетки, мм.
Рис. 18 - Измерение отклонения (dd) от перпендикулярности наружной поверхности штуцера
6.6.12. Измерения следует выполнять на участках, угловые и линейные размеры которых вызывают сомнение по результатам визуального контроля.
|
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 365. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 ,
, ,
, ,
, и
и  - максимальное и минимальное значение наружного диаметра. Измерение
- максимальное и минимальное значение наружного диаметра. Измерение  - номинальное значение наружного диаметра.
- номинальное значение наружного диаметра.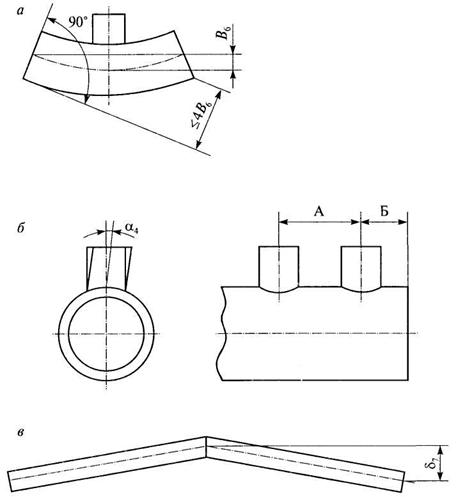
 ,
,