|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Общие методические указания к выполнению контрольных заданийТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Методические указания к выполнению контрольных заданий для студентов-заочников направления 131000 «Нефтегазовое дело»
г.Октябрьский, 2013
Методические указания предназначены для выполнения контрольных работ студентов заочной формы обучения по разделу «Технология конструкционных материалов». Данные методические указания выполнены на основ на основе методических указаний под редакцией Л. Н. Бухаркина.
Составитель: Т. Л. Воробьева, ст.преподаватель
Рецензент: И.Г. Арсланов, профессор, д.т.н.
© Филиал ГОУ ВПО УГНТУ в г. Октябрьском, 2013
Методические указания к оформлению контрольных заданий По разделу «Технология конструкционных материалов» студенты заочного отделения выполняют контрольные задания по пяти темам: «Основы литейного производства», «Технология обработки металлов давлением», «Технология сварочного производства», «Технология обработки конструкционных металлов резанием» и «Электрохимические и электрофизические методы обработки металлов». Контрольные задания состоят из 50 вариантов. Варианты заданий студенты берут по двум последним цифрам шифра. Если номер шифра оканчивается двумя нулями, выполняется пятидесятый вариант задания. Если шифр зачетки больше 50, тогда вариант определяется вычитанием из шифра зачетки числа пятидесяти. Контрольное задание выполняется на листах формата А-4. Первый лист должен содержать угловой штамп высотой 40 мм, последующие текстовые листы должны быть со штампом 15 мм. Графические работы следует выполнять на листах содержащих чертежный штамп высотой 55 мм.  Задания следует выполнять в порядке ответов на поставленные вопросы варианта. Ответы должны быть краткими и точными, объемом 10-12 листов. Выполняя расчеты, вначале следует привести буквенное выражение с указанием смыслового значения входящих в него параметров, а затем сделать подстановку цифровых величин и выполнить расчет с точностью до двух знаков после запятой. Страницы и рисунки необходимо пронумеровать. В конце выполненного контрольного задания привести список использованной литературы. Общие методические указания к выполнению контрольных заданий Основой для разработки технологического процесса изготовления отливки являются чертежи детали (в контрольном задании даны эскизы деталей). На копии чертежа детали в соответствии с ГОСТ 2.423 - 73 наносят технологические указания, необходимые для изготовления модельного комплекта, формы и стержня, и получают чертеж элементов литейной формы. Кроме того, разрабатывается документация (технологическая карта), которая содержит необходимые сведения по этапам изготовления отливки. На рис. 1, а в качестве примера приведен эскиз детали. Обратите внимание на поверхности детали, подвергающиеся механической обработке. Условно они обозначены знаком При разработке эскиза «Элементы литейной формы» детали формы обозначают условно (рис. 1, б). 1. Разъем модели и формы. Показывают отрезком или ломаной штрих пунктирной линией, заканчивающейся знаком «Х - Х»,над которым указывают буквенное обозначение разъема 1 - «МФ». Направление разъема показывают сплошной основной линией, ограниченной стрелками и перпендикулярной линии разъема. Положение отливки в форме при заливке обозначают буквами В (верх) и Н(низ). Буквы проставляют у стрелок, показывающих направление разъема формы. 2.Припуски на механическую обработку. Изображают сплошной линией 2 (тонкой) у поверхностей, где указан знак обработки (допускается выполнять линию припуска красным карандашом). 3.Отверстия, впадины и т. п. Не выполняемые при изготовлении отливки детали зачеркивают сплошной тонкой линией 3, которую допускается выполнять красным карандашом. 4. Стержни, их знаки. Изображают сплошной тонкой линией, которую допускается выполнять синим цветом. Стержни в разрезе штрихуют только у контурных линий 4. Размеры знаков стержней и зазоры между знаками стержней и модели принимают по ГОСТ 3606-80. Стержни обозначают буквами «Ст» и порядковыми номерами, например, Ст1, Ст2 (рис. 1, б). 5. Литниковую систему и прибыли изображают сплошной тонкой линией, которую допускается выполнять красным цветом. На рис. 1, блитниковая система не показана.
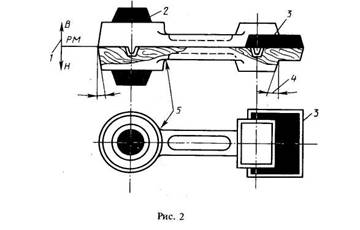
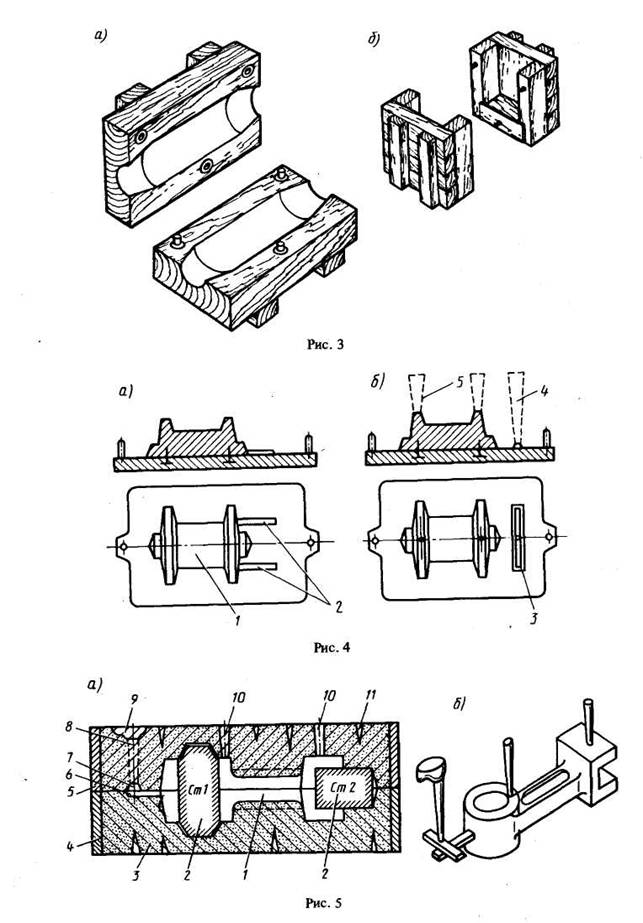
При разработке чертежа (эскиза) "Элементы литейной формы" исходят из условия обеспечения качества отливки и экономичности ее изготовления. Выбирая плоскость разъема, следует помнить, что наиболее ответственные поверхности отливки целесообразно располагать в нижней части формы или вертикально, так как в верхней части отливки скапливаются дефекты - газовые раковины и шлаковые включения. Плоскость разъема выбирают с учетом удобства формовки и извлечения модели из формы. Кроме того, желательно, чтобы отливка или по крайней мере ее базовые поверхности для механической обработки были расположены в одной полуформе. Припуски на механическую обработку и размеры знаковых частей стержня определены Государственным стандартом. Чертеж (эскиз) "Элементы литниковой формы" служит основой для разработки модельного комплекта: модели и стержневых ящиков. На рис. 2 дан эскиз деревянной модели для ручной формовки. Модель имеет разъем 1, стержневые знаки 2, 3 (они окрашены черным цветом), конфигурация которых соответствует конфигурации знаков, указанных на рис. 1,6 (Ст1 и Ст2). На модели предусматривают формовочные уклоны 4 на стенках, перпендикулярных плоскости разъема (определены Государственным стандартом), и радиусы округлений в местах сопряжения стенок 5. Размеры моделей выполняют с учетом припусков на механическую обработку, технологических припусков и усадки сплава, из которого изготавливают отливку. На рис. 3 показаны деревянные стержневые ящики, предназначенные для ручного изготовленья стержней: Сг1 - (а) и Ст2 {б). При машинном изготовлении формы применяют металлические модельные плиты, на которых монтируют модели и элементы литниковой системы. На рис. 4 показаны нижняя (а) и верхняя (б) модельные плиты для изготовления формы чугунной отливки. Кроме модели 1 на рис. 4 показаны питатели 2, шлакоуловитель 3, стояк 4 и выпоры 5. Эскиз собранной литейной формы (вертикальный разрез) для разрабатываемой технологии изготовления отливки (см. рис. 1) приведен на рис. 5, а, а готовой отливки с литниковой системой - на рис. 5, б. Литейная форма в сборе состоит из следующих элементов: полости формы 1, стержня 2, формовочной смеси 3, опоки нижней 4, опоки верхней 5, питателя 6, шлакоуловителя 7, стояка 8, литниковой чаши 9, выпора 10, газоотводящих каналов 11. Обратите внимание на графическое изображение каждого элемента литниковой формы: полость формы и каналы литниковой системы не штрихуются, стержень заштрихован у контура. Формы для стальных отливок отличаются не только высокой огнеупорностью и податливостью, но и наличием прибылей, которые служат для компенсации большой усадки стали и предупреждения усадочных раковин в отливках.
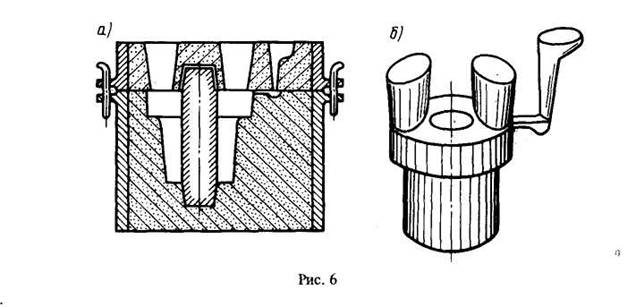
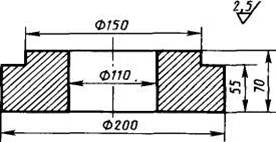
На рис. 6 показаны: литейная форма для стальной отливки (а) и отливка с литниковой системой (б). Обратите внимание на прибыли, а также на различие конструкций литниковой системы для чугунной (см. рис. 5) и стальной отливки (рис. 6). В форме для стального литья отсутствует шлакоуловитель, так как конструкция заливочного ковша обеспечивает задержание шлака. При рассмотрении видов обработки давлением обратите внимание на используемые заготовки, температурные условия их деформирования, инструмент, которым производится формоизменение, применяемое оборудование и характер его воздействия на заготовку. Изучая способы нагрева заготовок при обработке давлением, необходимо знать: цель нагрева; явления, сопровождающие нагрев, и предъявляемые к нему требования; выбор температурного интервала горячей обработки давлением; основные типы нагревательных устройств и особенности нагрева в них заготовок. Чертежи поковок составляются по чертежу детали с использованием учебной и справочной литературы на основе ГОСТ 7829-70 при ковке на молотах или ГОСТ 7505-74 при получении штампованных поковок. При этом определяются припуски на обработку, допуски на размеры и при необходимости упрощения формы поковки напуски. Для детали втулка (рис. 17) на рис. 18-21 показаны примеры оформления чертежей поковок, полученных ковкой (рис. 18), горячей объемной штамповкой на молоте (рис. 19), кривошипном прессе (рис. 20) и горизонтально-ковочной машине (рис. 21).
Рис.17 При составлении чертежа поковки габаритный контур готовой детали показывают тонкими линиями. Контур поковки вычерчивают сплошными линиями по номинальным размерам. Цифры без скобок над размерной линией обозначают номинальные размеры поковки и допустимые предельные отклонения. Припуск назначают только на поверхности детали, окончательные размеры которых получают после механической обработки. На таких поверхностях на чертеже детали проставлен знак шероховатости поверхности В вариантах контрольного задания заготовками для получения поковок служит прокат. Размеры заготовки определяют из условия равенства объемов металла до и после пластической деформации. Объем заготовки складывается из объемов поковки и отходов. Последние включают потери на окалину и отходы, определяемые видом технологического процесса. При ковке поковок типа валов такими отходами будут обсечки, обрубаемые от концов поковок; при получении поковок типа колец - отход при прошивке (выдра). Зная объем заготовки, определяют ее размеры. Для получения требуемого размера зерна необходимо обеспечить минимальный уков (отношение площадей поперечного сечения заготовки и поковки). Для заготовок из проката уков должен быть не меньше 1,25. Полученные размеры поперечного сечения заготовки округляют до стандартного значения, затем находят ее длину. Изображая операции ковки, на эскизах показывают заготовку во взаимодействии с инструментом и движения, совершаемые ими во время обработки. При разработке процесса горячей объемной штамповки учитывают способ штамповки и вид оборудования. Возможности формоизменения заготовки, переходы штамповки и их число определяются положением заготовки в штампе. Так, поперек оси (плашмя) штампуют вытянутые поковки типа валов; штамповкой вдоль оси заготовки (в торец) получают поковки, поперечные размеры которых превышают высоту. Вдоль оси производят штамповку выдавливанием. Определив положение заготовки в штампе, выбирают плоскость разъема штампа. При этом исходят из следующего: поковка должна легко извлекаться из штампа, для удобства обнаружения сдвига одной части штампа относительно другой плоскость разъема должна пересекать вертикальные поверхности поковки; ребра, выступы, бобышки, труднозаполнимые участки при штамповке располагают в верхней части штампа. После определения разъема штампа на основании справочной литературы назначают припуски на механическую обработку и напуски. Припуск на обработку резанием зависит от класса точности поковки, ее массы, группы стали, степени сложности поковки, шероховатости и размеров поверхности, на которую назначается припуск, а также способа нагрева.
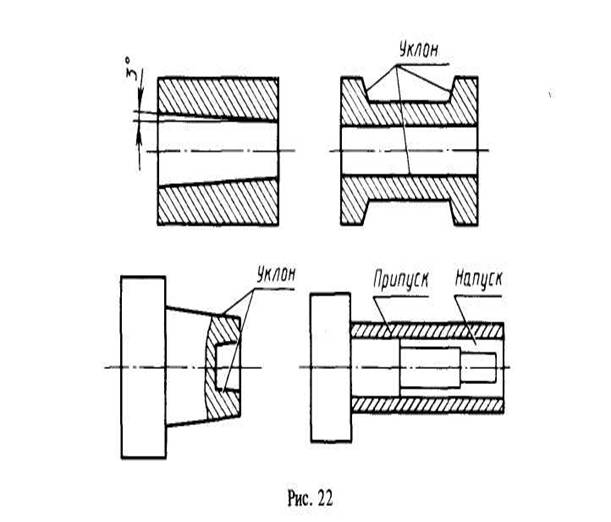
Выполняя контрольные задания, можно принять, что поковка имеет нормальную точность (второй класс точности), вторую степень сложности, группу стали для рассматриваемых вариантов Ml. Шероховатость поверхности указана на чертеже детали. При плазменном нагреве для рассматриваемых вариантов припуск увеличивают на 0,8 мм. Как и при ковке, напуск упрощает форму поковки, если изготовление ее в соответствии с контуром детали невозможно или затруднено. К напускам относят штамповочные уклоны, внутренние радиусы закруглений и перемычки отверстий. Уклоны служат для облегчения выема поковки из ручьев штампа и при штамповке на молотах и кривошипных прессах их назначают на все поверхности, параллельные движению инструмента (рис.19,20). При изготовлении поковок на горизонтально-ковочных машинах, когда имеются две плоскости разъема, штамповочные уклоны назначают на поверхности, расположенные перпендикулярно движению главного ползуна; на поверхности выступов, впадин, расположенных параллельно движению ползуна; на поверхности глухих и сквозных отверстий, выполняемые пуансонами. Примеры назначения уклонов и напусков при штамповке на горизонтально-ковочной машине показаны на рис. 22. Объем заготовки определяют как при ковке. В общем случае технологические отходы включают угар, заусенец, перемычки отверстий, клещевину. При штамповке плашмя длина заготовки равна длине поковки. При штамповке в торец, во избежание искривления заготовки, отношение ее длины к диаметру должно быть меньше 1,5...2,8. Для удобства отрезки заготовки его принимают При назначении переходов штамповки расчетов производить не следует. При штамповке поковок плашмя обычно применяют: протяжку, если участок поковки имеет меньшее поперечное сечение, чем заготовка; подкатку, дающую увеличение поперечного сечения на одном или двух концах поковки; пережим, для уменьшения поперечного сечения на небольшом участке заготовки. При штамповке в торец применяют осадку и окончательную штамповку. Для осадки в углу штампа предусматривается специальная площадка. Поковки типа стаканов получают штамповкой выдавливанием. В работе указывают переходы штамповки, приводят эскизы заготовок по переходам и схему штампа для рассматриваемого случая.
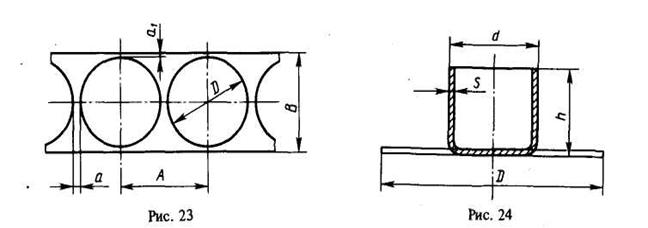
Разработку процесса холодной листовой штамповки следует начинать с назначения необходимых для изготовления деталей операций и установления вида исходной заготовки. При выборе заготовки учитывают размеры изделия и возможность автоматизации процесса штамповки. Для деталей, используемых в заданиях на контрольные работы, рекомендуется применять ленту (ГОСТ 503-81). Раскрой исходной заготовки выполняют из условия минимального расхода материала. При вырубке назначают перемычки от края заготовки и между вырубаемыми изделиями. Перемычку определяют в зависимости от размеров изделия, сложности формы и толщины материала. Затем находят минимальную расчетную ширину заготовки Врасч.= D + 2a1 (рис. 23), которую округляют до ближайшего большего стандартного значения по справочной литературе. Коэффициент использования материала при штамповке из ленты рассчитывают по формуле:
где F - площадь изделия, А - шаг подачи ленты, В - стандартная ширина ленты.
При вытяжке осесимметричных изделий вначале определяют диаметр вырубаемой заготовки. Он находится из равенства площадей боковой поверхности заготовки и изделия (рис. 24). Затем определяют коэффициент вытяжки; полученное значение сравнивают с предельно допустимым; делают вывод о возможности вытяжки за один переход При отбортовке вначале определяют диаметр отверстия под отбортовку, коэффициент отбортовки; сравнивают с допустимым и устанавливают возможность проведения операции без разрушения заготовки. При гибке длину заготовки находят как сумму длин прямых и изогнутых участков. Развертка изогнутых участков по средней линии из-за имеющего место удлинения заготовки дает завышение размеров. Поэтому развертку выполняют по радиусу так называемого нейтрального слоя, длина которого после гибки равна исходному значению. Нейтральный слой смещен от срединного к внутренней поверхности заготовки. Для определения его радиуса следует воспользоваться справочной литературой. Для гибки также устанавливают минимально допустимый радиус гибки и делают вывод о возможности деформирования заготовки без нарушения целостности. Схемы штампов и прессов имеются в учебной и справочной литературе Важным параметром технологического процесса дуговой сварки (варианты задания 31-35 и 40) является подготовка кромок и сборка заготовок. Необходимо прежде всего указать тип сварного соединения, форму разделки кромок, сборку под сварку. Подготовку кромок под сварку выполняют по ГОСТу, номер которого указывают на чертеже. Например, на рисунке заготовки указано АфС17 (ГОСТ 8713-79), что означает: Аф - автоматическая сварка под слоем флюса, на флюсовой подушке; С17 - условное обозначение шва сварного соединения. В этом же ГОСТе приведены поперечные сечения сварных швов с указанием геометрических размеров для заданных толщин металла. Режим сварки - один из основных элементов технологического процесса, который определяет качество и производительность сварки. При ручной дуговой сварке (вариант задания № 31) основными параметрами режима являются: диаметр электрода в мм, сварочный ток в амперах (Jсв). напряжение на дуге в вольтах (Uд) и скорость сварки в м/ч (νсв). Определение режима сварки начинают с выбора диаметра электрода, его типа и марки. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, а его марку - от химического состава. При выборе типа и марки электрода следует учитывать требования, предъявляемые к качеству сварного соединения. Производительность процесса сварки определяют, исходя из коэффициента наплавки ан [г/(А*ч) ]. Поэтому из группы электродов, обеспечивающих заданные физико-механические свойства сварного шва, следует выбирать те, которые обеспечивают более высокий коэффициент наплавки и, следовательно, обеспечивают большую производительность процесса. Сварочный ток в зависимости от диаметра электрода определяют по эмпирической формуле Jсв=k*dэл где к - коэффициент, равный 50 А/мм; d3n - диаметр электрода, мм. Напряжение на дуге для наиболее широко применяемых электродов в среднем составляет 25 ... 28 В. Скорость сварки (в м/ч) определяют из выражения νсв=άн*Jсв/(γ*Fн.м.*100) где ан - коэффициент наплавки, г/(А • ч); g - плотность металла, г/см3; FHM -площадь поперечного сечения наплавленного металла шва, см, представляющая сумму площадей элементарных геометрических фигур, составляющих сечение шва. Зная площадь наплавленного металла, плотность и длину сварных швов, определяют его массу на все изделие по формуле Gн.м.=Fн.м.* Lg где Gн.м. ~ масса наплавленного металла, г; Fн.м.~ площадь наплавленного шва, см ; L - длина сварных швов на изделии, см; g - плотность металла, г/см . Расход толсто покрытых электродов с учетом потерь приближенно принимают равным 1,6 ... 1,8 от массы наплавленного металла. Время сварки изделия подсчитывают, зная скорость сварки, или определяют по формуле: tсв.=Gн.м./(άн.*Jсв.) Количество электроэнергии (кВт *ч), идущей на сварку изделия, определяют как произведение сварочного тока на напряжение дуги и на время сварки. W=JсвUд tсв , кВт ч При автоматической сварке под слоем флюса (варианты задания 32 и 40) в режим входит: диаметр электродной проволоки, сварочный ток, напряжение на дуге, скорость подачи электродной проволоки и скорость сварки. Их назначают в зависимости от толщины свариваемого металла расчетом или по справочнику. Марку электродной проволоки и флюс назначают в зависимости от химического состава свариваемого металла. При сварке низкоуглеродистых сталей в большинстве случаев применяются флюсы марок АН-348А и ОСЦ45 (ГОСТ 9087-81) и низкоуглеродистые электродные проволоки марок СВ-08 и СВ-08А (ГОСТ 2246-70). Режим автоматической сварки под флюсом назначают в такой последовательности: устанавливают требуемую глубину проплавления h, мм. При односторонней сварке она равна толщине (s) металла h = s, а при двусторонней h = 0,6 s; выбирают ориентировочно сварочный ток из расчета 80 ... 100 А на 1 мм глубины проплавления: JСВ = (80 ... 100) * h, JCB - сварочный ток, А; назначают напряжение на дуге в диапазоне 30 ... 40 В. Далее определяют массу наплавленного на изделие металла. При определении расхода электродной проволоки следует учитывать потери на угар и разбрызгивание (не весь металл проволоки переходит в шов), которые составляют для сварки под флюсом от 2 ... 5 % от массы наплавленного металла.
Массу наплавленного металла, скорость сварки, расход электроэнергии и время сварки подсчитывают по той же методике, что и для ручного процесса. При сварке в средах защитных газов плавящимся электродом основными параметрами технологического режима являются: сварочный ток в амперах (Jсв), напряжение на дуге в вольтах (Uд), скорость сварки в м/ч (νсв), диаметр электродной проволоки в мм (dэл)вылет электрода в мм (lэл)' РОД тока и полярность. Режим автоматической сварки в углекислом газе назначают в такой последовательности: выбирают марку и диаметр электродной проволоки. При сварке низкоуглеродистых и низколегированных сталей широкое распространение получили проволоки с повышенным содержанием элементов раскислителей марок СВ-08Г2СА, СВ-08ГС (ГОСТ 2246-70). Для автоматической сварки обычно применяют проволоку диаметром 2... 5 мм, причем диаметр проволоки выбирают в зависимости от толщины металла. Так, для толщин 4... 12 мм рекомендуется проволока диаметром 2 мм. Ориентировочные значения напряжения в (В) на дуге можно определить по формуле Uд=8(dэл+1,6). Сварочный ток Jсв следует рассчитать приближенно. Устанавливают вылет электрода, который для электродных проволок Далее определяют массу наплавленного металла, время и скорость сварки по той же методике, что при ручном процессе. Коэффициент наплавки (ан) для вариантов заданий 33 и 35 можно принять равным 18. .. 20г/(А ч). При определении расхода электродной проволоки следует учитывать потери металла на угар и разбрызгивание, которые составляют 5 ... 10 % от массы наплавленного металла. Расход защитного газа зависит от вида и режима сварки и устанавливается по справочным данным. Зная минутный расход защитного газа и время сварки, можно подсчитать общее количество газа, идущего на сварку изделия. Расход электроэнергии определяют по той же методике, что и для ручного процесса. В режим полуавтоматической сварки в среде углекислого газа входят те же технологические параметры, что и для автоматической сварки. Расход материалов (начиная с определения массы наплавленного металла), электроэнергии и времени сварки подсчитывается по той же методике, что и для автоматической сварки в среде углекислого газа. В режим сварки в среде аргона входят те же технологические параметры, что и для автоматической сварки в среде углекислого газа, которые выбирают по справочнику. Марку электродной проволоки выбирают в зависимости от химического состава свариваемого материала. Для сварки коррозионно-стойких нержавеющих сталей марок 12Х18Н10Т, 08Х18Н10Т и других применяют электродные проволоки марок СВ-01Х19Н9 и СВ-06Х19Н9Т (ГОСТ 2246-70). Все расчеты по определению расхода материалов, электроэнергии и времени сварки ведут по той же методике, что и для автоматической сварки в среде углекислого газа. В среде аргона потери на угар и разбрызгивание составляют 2-3 % от массы наплавленного металла. Коэффициент наплавки (ан), который необходим при определении некоторых параметров режима, можно принять равным 17 г/(А ч). Примечание. При сварке заготовок, имеющих форму цилиндра, необходимо на рисунке указать последовательность выполнения сварных швов. В конце задания следует привести описание наиболее рациональных методов контроля качества сварного соединения. При выполнении заданий по контактной сварке (варианты заданий 36-39) после изображения схемы процесса, описания его сущности следует указать причины нагрева металла в месте контакта соединяемых заготовок. Необходимо начертить и описать циклограмму сварки (изменение давления и сварочного тока во времени), а также область применения способов сварки. Вторую часть задания следует начинать с описания подготовки заготовок под сварку и ее назначения, а затем приступать к выбору типа контактной машины. При контактной сварке тип машины выбирают по справочнику в зависимости от параметров свариваемых заготовок и их химического состава: так, при стыковой сварке сопротивлением и оплавлением - от площади поперечного сечения заготовок, мм; при точечной и шовной сварке - от толщины свариваемых заготовок, мм. После выбора типа машины необходимо указать ее техническую характеристику. Режим сварки - это совокупность основных показателей процесса. В режим стыковой сварки сопротивлением и оплавлением входят: установочная длина l (мм) - суммарное расстояние между электродами 2 l; плотность тока 7 (А/мм ) (сварочный ток); усилие осадки Р (Н); длительность прохождения тока tсв (с). Установочная длина при сварке сопротивлением равна l = (0,5 ... 0,7) D, где D - диаметр заготовки, мм. При сварке оплавлением установочную длину с учетом припусков на оплавление и осадку приближенно можно считать равной l = (0,5 - 1,0) D Примечание. На схеме процесса стыковой сварки сопротивлением и оплавлением укажите установочную длину. Сварочный ток и усилие при осадке приближенно можно определить из следующих условий: Jсв = j*Fзаг и Р = р * Fзаг. При этом следует учитывать, какие режимы более выгодно применять: жесткие или мягкие. Время сварки изделия ориентировочно подсчитывают из условия часовой производительности выбранной машины. Для расчета основных технологических параметров при точечной сварке следует определить диаметр контактной поверхности электрода, который зависит от толщины свариваемых заготовок: dT = 2s + 3 мм, где s - толщина более тонкой заготовки, мм. Таким образом, можно определить и площадь контактной поверхности (Fэл) при точечной и шовной (для случая отсутствия вращения ролика) сварке. Сварочный ток и усилие, приложенное на электродах для этих видов сварки, подсчитывают как произведение площади контактной поверхности (FэлI) электрода на плотность тока j и давление Р: Jсв = j *Fэл и Р = р Fэл. Следует учитывать, какие режимы более целесообразно применять: жесткие или мягкие. Зная время сварки одной точки, а при шовной сварке оптимальную скорость, определяют время сварки изделия. Примечание. Для шовной сварки ток и усилие на электродах определяют расчетом этих параметров для точечной сварки с последующим увеличением тока в 1,5 ... 2 раза, а усилия - на 10... 30 %. В конце работы необходимо описать наиболее характерные дефекты и причины их возникновения при заданном способе контактной сварки. На рис. 45 дан эскиз детали, для которой необходимо изобразить схемы обработки поверхностей 1, 2 и 3. Прежде чем приступать к выполнению схем обработки, определите наиболее рациональные технологические методы обработки указанных поверхностей с учетом типа производства: единичное, серийное, массовое (по вашему выбору). Например, поверхность 1 целесообразно обрабатывать точением, поверхность 2 - сверлением, поверхность 3 - протягиванием. Изучите эти методы обработки по учебнику, используя методические указания к ним. Убедитесь в правильности выбора технологических методов обработки. Определив метод обработки для каждой поверхности, выберите станок, режущий инструмент и приспособления для закрепления заготовки и инструмента. Нарисуйте схемы обработки, в которых укажите стрелками (желательно красным карандашом) движения, участвующие в формообразовании поверхности в процессе резания: движение резания и движения подачи; обозначьте их и укажите единицы измерения. Примеры изображения схем обработки для заданных поверхностей детали (рис. 45) приведены на рис. 46, а, б, в. Приведите эскиз режущего инструмента для обработки поверхности (по варианту задания). На эскизе инструмента укажите главную режущую кромку, передний и главный задний углы.
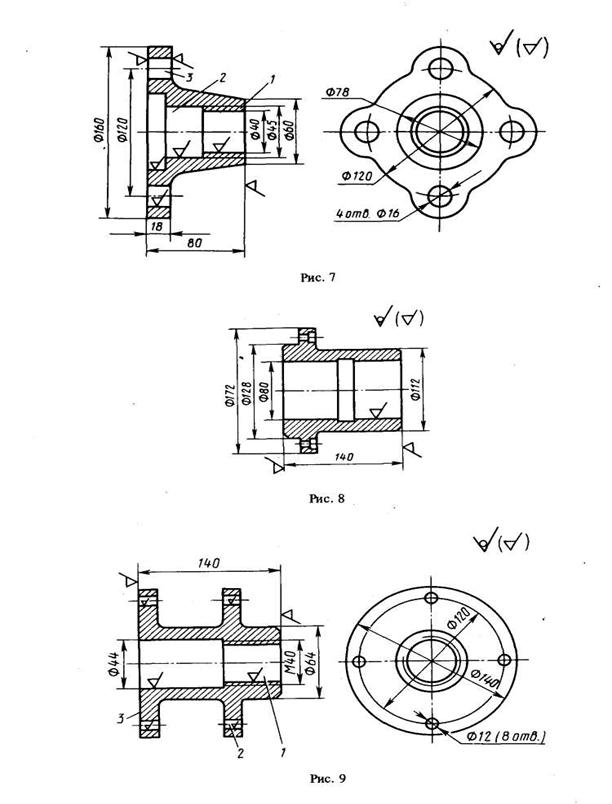
Приведите эскиз приспособления для закрепления заготовки или инструмента (по варианту задания). Опишите принцип его работы, указав позициями основные части приспособления. В вариантах с 41 по 50 ознокомьтесь с физической сущностью электрофизических и электрохимических методов обработки, которые применяют для обработки весьма вязких токопроводящих материалов, неметаллов и других труднообрабатываемых материалов. Приведите пример схемы обработки поверхности заготовки указанным технологическим методом; укажите его достоинства и недостатки, а также области рационального применения. Укажите тип технологического оборудования и инструмента. Варианты контрольных заданий Вариант 1 1. Приведите краткую характеристику современного металлургического производства. Опишите его структуру, основные виды продукции и перспективы развития. 2. По эскизу детали (рис. 7) разработайте эскизы: элементов литейной формы, модели стержневого ящика, собранной литейной формы (в разрезе). Опишите последовательность изготовления литейной формы. Материал детали - сталь 35 Л. 3. Перечислите основные литейные свойства сплавов. Приведите характеристику жидкотекучести сплавов, укажите факторы, влияющие на жидкотекучесть. Вариант 2 1. Приведите схему профиля доменной печи и опишите принцип ее работы. Изложите основные физико-химические процессы, происходящие в доменной печи, и укажите назначение основного продукта доменной плавки. 2. По эскизу детали (рис. 8) разработайте эскизы элементов литейной формы, модельных плит, стержневого ящика и собранной литниковой формы (в разрезе). Опишите последовательность изготовления формы одним из методов машинной формовки. Материал детали - сталь 35 Л. 3. Перечислите основные литейные свойства сплавов. Приведите характеристику усадки сплавов. Укажите, какие дефекты в отливках связаны с усадкой сплавов и меры их предупреждения. Вариант 3 1. Изложите сущность процесса передела чугуна в сталь. Приведите основные химические реакции, характеризующие процесс передела. Перечислите современные плавильные печи и агрегаты, в которых получают сталь. 2. По эскизу детали (рис. 9) разработайте эскизы: элементов литейной формы, модели стержневого ящика, собранной литейной формы (в разрезе). Опишите последовательность изготовления литейной формы методом ручной формовки. Материал детали - чугун СЧ20. 3. 3.Укажите причины возникновения трещин в отливках. Перечислите виды трещин. Меры их предупреждения и коробления отливок.
Вариант 4 1. Приведите схему кислородного конвертера и изложите принцип его работы. Опишите особенности процесса плавки стали, укажите основные достоинства и недостатки выплавки стали в конвертерах. 2. По эскизу детали (рис. 10) разработайте эскизы элементов литейной формы, модельных плит, стержневого ящика и собранной литейной формы (в разрезе). Опишите последовательность изготовления формы одним из методов машинной формовки. Материал детали - чугун СЧ20. 3. Изложите технологическую последовательность изготовления отливок по выплавляемым моделям. Отметьте, какие технологические особенности процесса обеспечивают высокую точность размеров и высокий класс шероховатости поверхностей отливок.
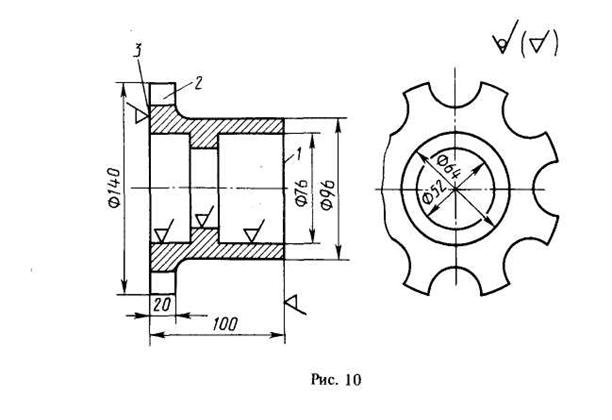
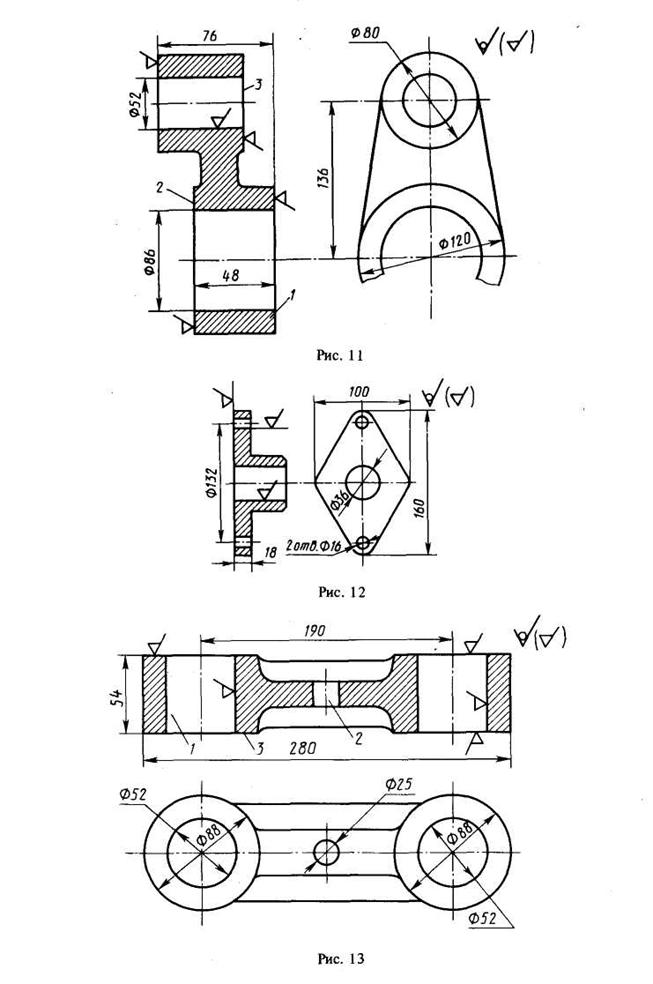
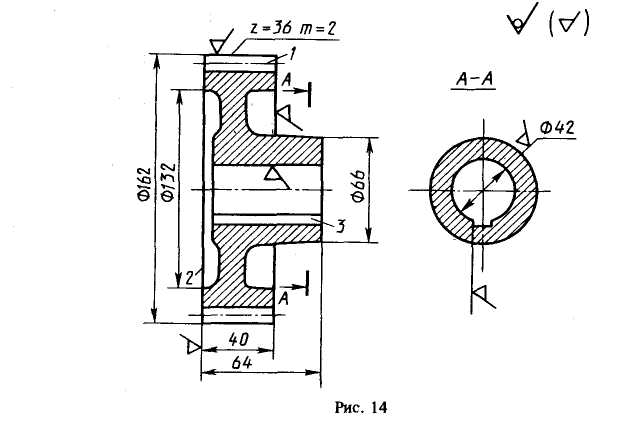
Вариант 5 1. Опишите способы внепечной обработки стали для повышения ее качества. Отметьте факторы, способствующие улучшению качества стали в каждом способе. 2. По эскизу детали (рис. 11) разработайте эскизы элементов литейной формы, модели стержневого ящика, собранной литейной формы (в разрезе). Опишите последовательность изготовления формы методом ручной формовки. Материал детали - СЧ20. 3. Изложите сущность способа литья в оболочковые формы и приведите поясняющие эскизы. Укажите достоинства, недостатки и области применения этого способа литья. Вариант 6 1. Опишите способы вторичного переплава слитков, повышающие их качество. Отметьте факторы, способствующие повышению качества слитков в каждом способе. 2. По эскизу детали (рис. 12) разработайте эскизы элементов литейной формы, модели стержневого ящика, собранной литейной формы (в разрезе). Опишите последовательность изготовления формы методом ручной формовки. Материал детали - чугун СЧ20. 3. Изложите сущность литья в кокили, приведите эскизы, поясняющие конструкцию кокилей. Отметьте технологические особенности этого способа литья, достоинства, недостатки и области его применения. Вариант 7 1. Приведите характеристику свойств титана и укажите области его применения. Опишите последовательность технологического процесса производства титана из ильменитовых руд магниетермическим способом. 2. По эскизу детали (рис. 13) разработайте эскизы элементов литейной формы, модели стержневого ящика, собранной литейной формы (в разрезе). Опишите последовательность изготовления формы методом ручной формовки. Материал детали - чугун СЧ20. 3. Изложите принципы конструирования технологичных литых деталей с учетом литейных свойств сплавов. Вариант 8 1. Приведите характеристику свойств меди и укажите области ее применения. Опишите последовательность технологического процесса производства меди пирометаллургическим способом. 2. По эскизу детали (рис. 14) разработайте эскизы элементов литейной формы, модели стержневого ящика, собранной литейной формы (в разрезе). Опишите последовательность изготовления формы методом ручной формовки. Материал детали --сталь 45 Л. 3. Изложите вопросы механизации и автоматизации изготовления литейных форм. Приведите схему автоматической формовочной линии и опишите ее работу.
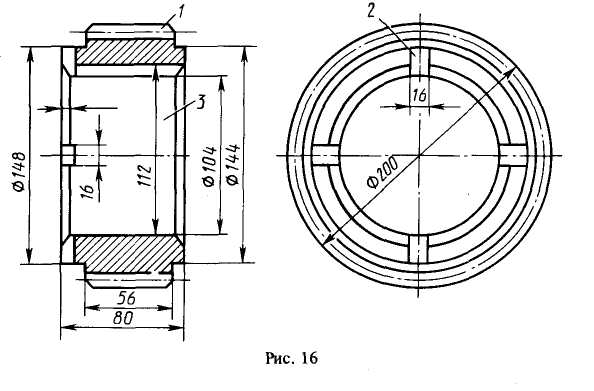
Рис. 15
Вариант 9 1. Приведите характеристику свойств алюминия и укажите области его применения. Опишите последовательность технологического процесса производства глинозема и электролитического получения алюминия. 2. По эскизу детали (рис. 15) разработайте эскизы элементов литейной формы, модельных плит, стержневого ящика и собранной литейной формы (в разрезе). Опишите последовательность изготовления формы одним из методов машинной формовки. Материал детали - чугун СЧ20. 3. Опишите микроструктуру и свойства отливок из высокопрочного чугуна. Приведите примеры маркировки высокопрочного чугуна по Государственному стандарту. Изложите технологические особенности получения отливок из высокопрочного чугуна и укажите области их применения. Вариант 10 1. Приведите характеристику свойств магния и укажите области его применения. Опишите последовательность технологического процесса производства магния из карналлита. 2. По эскизу детали (рис. 16) разработайте эскизы элементов литейной формы, модельных плит, стержневого ящика и собранной литейной формы (в разрезе). Опишите последовательность изготовления формы одним из методов машинной формовки. Материал детали - сталь 35 Л. 3. Опишите микроструктуру и свойства отливок из ковкого чугуна. Приведите примеры маркировки ковкого чугуна по Государственному стандарту. Изложите технологические особенности получения отливок из ковкого чугуна и укажите области их применения. Вариант 11 1. Изобразите схемы продольной, поперечной и поперечно-винтовой прокатки. 2. Разработайте процесс изготовления поковки детали (рис. 25) методом Вариант 12 1.
Рис. 26 2. Разработайте процесс изготовления поковки детали (рис. 26) методом ковки на паровоздушном ковочном молоте. При выполнении работы следует: описать сущность процесса ковки и указать области ее применения; изобразить схему молота и описать его работу;
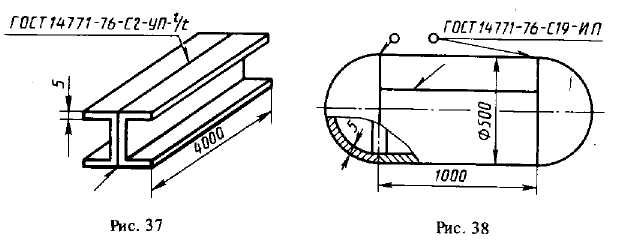
3. установить температурный интервал ковки, вид нагревательного устройства и привести схему печи; составить чертеж поковки, определив ее массу; привести эскизы переходов ковки и применяемого инструмента; с учетом технологических отходов определить объем, массу и длину исходной заготовки, указать способ ее получения; описать механизацию процесса ковки. Материал детали - сталь 45. Вариант 13 1. Перечислите виды продукции прокатного производства. Нарисуйте примеры профилей, используемых при прокатке. Приведите схемы инструментов, используемых при прокатке. Опишите оборудование, применяемое в прокатном производстве. 2. Разработайте процесс изготовления поковки детали (рис. 27) методом горячей объемной штамповки на паровоздушном молоте. При выполнении работы следует: описать сущность горячей объемной штамповки и указать области ее применения; привести схему молота и описать его работу; установить температурный интервал штамповки и способ нагрева заготовки; составить чертеж поковки и определить ее массу; с учетом технологических отходов определить объем, массу и длину исходной заготовки; выбрать переходы штамповки и привести эскиз инструмента; перечислить все операции технологического процесса получения поковки, выполняемые в кузнечном цехе; описать механизацию технологического процесса штамповки. Материал детали - сталь 45. Вариант 14 1. Опишите сущность процессов упругой и пластической деформации с точки зрения кристаллического строения металлов. Приведите определение пластичности и изложите влияние на нее химического состава, структуры, температуры нагрева, скорости и степени деформации. 2. Разработайте процесс изготовления поковки детали (рис. 28) методом горячей объемной штамповки на кривошипном горячештамповочном прессе. При выполнении работы следует описать сущность процесса горячей объемной штамповки и указать области ее применения; привести схему пресса и описать его работу; установить температурный интервал штамповки и способ нагрева заготовки; составить чертеж поковки и определить ее массу; с учетом технологических отходов определить объем, массу и длину исходной заготовки; выбрать переходы штамповки и привести эскиз инструмента; перечислить все операции технологического процесса получения поковки, выполняемые в кузнечном цехе; описать механизацию технологического процесса штамповки. Материал детали - сталь25ХГМ. Вариант 15 1. Опишите технологию производства основных видов проката. При этом 2. Разработайте процесс изготовления поковки детали (рис. 29) методом
Вариант 16 1. Опишите явления, происходящие в металле при холодном деформировании, и укажите сущность процесса упрочнения. 2. Разработайте процесс изготовления поковки детали (рис.30) методом Вариант 17 1.Изложите сущность процесса волочения и укажите области его применения. 2. Разработайте технологический процесс изготовления детали (рис. 31) Вариант 18 1. Изложите сущность процесса прессования и укажите области его применения. Укажите оборудование, применяемое при прессовании. Изобразите схемы прямого прессования и прессования труб с указанием элементов комплекта инструмента. 2. Разработайте процесс изготовления детали (рис.32) методом холодной
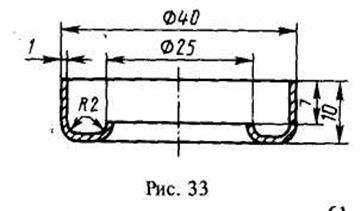
Вариант 19 1. Опишите явления, происходящие в металле при горячем деформировании, 2. Разработайте процесс изготовления детали (рис. 33) методом холодной
Вариант 20 1. Опишите явления, происходящие в металле при нагреве. Изложите понятие температурного интервала обработки металлов давлением и принцип его определения по диаграмме состояния сплава железо-углерод. Ориентировочно определите по диаграмме температурный интервал обработки стали с содержанием углерода 0,5 %. 2. Разработайте процесс изготовления детали (рис. 34) методом холодной листовой штамповки. При выполнении работы следует: установить технологические операции, необходимые для получения детали; определить размеры заготовки; установить вид исходного материала, привести его химический состав и механические свойства; изобразить схему раскроя и определить коэффициент использования материала; выполнить необходимые технологические расчеты; определить технологические зазоры при выполнении разделительных операций; определить минимально допустимый радиус гибки; выбрать штамп и указать последовательность выполняемых на нем операций: изобразить схему штампа и описать его работу; установить способ подачи заготовки в штамп; определить усилия на операциях; привести схему оборудования и описать его работу. Материал детали - сталь 10. Вариант 21 Изобразите схему и опишите сущность процесса ручной электродуговой сварки толстопокрытыми электродами. Укажите назначение покрытия. Разработайте процесс сварки цилиндрической части резервуара из стали марки СтЗ (рис. 35). Производство мелкосерийное. Укажите тип соединения, форму разделки кромок под сварку (по ГОСТу) и приведите эскиз сечения шва с указанием размеров. Подберите марку и диаметр электрода, определите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродов с учетом потерь, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
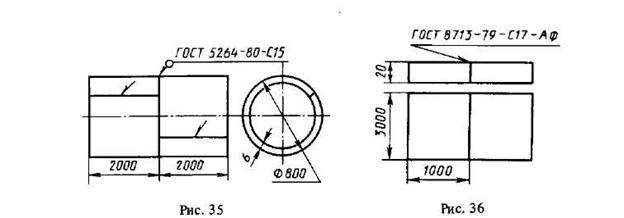
Вариант 22 Изобразите схему и опишите сущность процесса автоматической сварки под слоем флюса. Укажите назначение флюса и флюсовой подушки. Разработайте процесс односторонней сварки плиты из стали марки СтЗ (рис. 36). Производство крупносерийное. Укажите тип соединения и форму разделки кромок под сварку по ГОСТу. Приведите эскиз сечения шва с указанием размеров. Выберите марку и диаметр электродной проволоки и флюса. Подберите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки и флюса с учетом потерь, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва. Вариант 23 Изобразите схему и опишите сущность процесса полуавтоматической сварки в среде углекислого газа. Укажите особенности и достоинства сварки в углекислом газе. Разработайте процесс сварки двутавровой балки (рис. 37) из стали марки СтЗ. Шов прерывистый: l/t = 100/200. Укажите тип соединения и форму разделки кромок под сварку по ГОСТу. Приведите эскиз сечения шва с указанием размеров. Выберите марку и диаметр электродной проволоки. Подберите режим сварки. Укажите вылет электрода, род тока и полярность. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки с учетом потерь и защитного газа, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
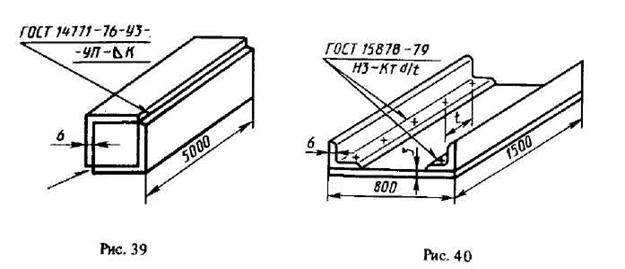
Вариант 24 Изобразите схему автоматической сварки в среде аргона плавящимся электродом и опишите сущность процесса. Укажите особенности и достоинства сварки в среде инертных газов. Разработайте процесс сварки сосуда (рис. 38) из стали 12Х18Н10Т. Укажите тип соединения и форму разделки кромок под сварку по ГОСТу. Приведите эскиз сечения шва с указанием размеров. Выберите марку и диаметр электродной проволоки. Подберите режим сварки. Укажите вылет электрода, род тока и полярность. По размерам шва подсчитайте массу наплавленного металла Определите расход электродной проволоки с учетом потерь; защитного газа, электроэнергии и время сварки изделия. Укажите методы контроля и качества сварного шва. Вариант 25 Изобразите схему и опишите сущность процесса автоматической сварки в среде углекислого газа. Укажите особенности и достоинства сварки в углекислом газе. Разработайте процесс сварки коробчатой балки (рис. 39) из стали марки СтЗ, Укажите тип соединения и форму разделки под сварку по ГОСТу. Приведите эскиз сечения шва с указанием размеров. Выберите марку и диаметр электродной проволоки. Подберите режим сварки. Укажите вылет электрода, род тока и полярность. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки с учетом потерь, защитного газа, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва. Вариант 26 Изобразите схему и опишите сущность процесса контактной точечной электросварки. Начертите и опишите циклограмму процесса точечной сварки. Объясните, за счет чего металл ядре в месте контакта заготовок доводится до жидкопластичного состояния. Разработайте процесс сварки панели (рис. 40) из стали марки СтЗ. Шаг /точек t =5dT. Производство массовое. Укажите подготовку заготовок под сварку. По толщине свариваемых заготовок выберите тип машины и укажите ее технические данные. Рассчитайте, площадь контактной поверхности электрода. По значениям J(А/мм2) и р (мН/м ) определите сварочный ток и усилие, приложенное на электродах. Определите время сварки изделия. Укажите возможные дефекты и причины их возникновения.
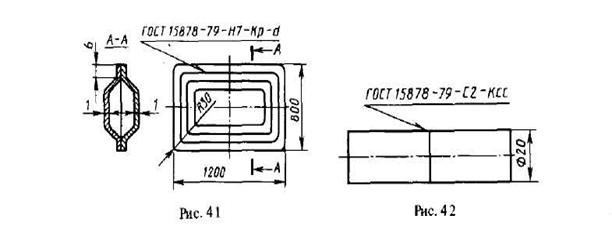
Вариант 27 Изобразите схему и опишите сущность процесса контактной шовной (роликовой) сварки. Начертите и опишите циклограмму процесса шовной сварки. Объясните, за счет чего металл ядра в месте контакта заготовок доводится до жидкопластичного состояния. Разработайте процесс сварки бензобака (рис. 41) из стали марки СтЗ. Производство массовое. Укажите подготовку заготовок под сварку. По толщине свариваемых заготовок выберите тип машины и укажите ее технические данные. Рассчитайте площадь контактной поверхности электроду (для случая отсутствия вращения ролика). По значениям J (А/мм ) и р(мН/м ) определите сварочный ток и усилие, приложенное на роликах, время сварки изделия. Укажите возможные дефекты и причины их возникновения.
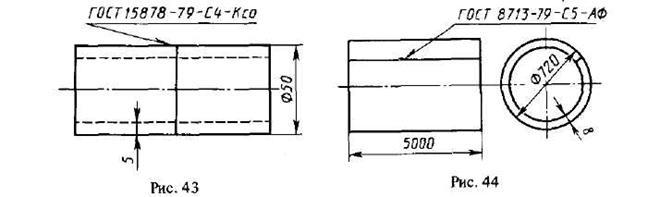
Вариант 28 Изобразите схему и опишите сущность процесса контактной стыковой сварки сопротивлением. Начертите и опишите циклограмму процесса стыковой сварки сопротивлением. Объясните, почему в месте контакта заготовок выделяется наибольшая тепловая энергия. Разработайте процесс сварки стержней (рис. 42) из стали марки СтЗ. Производство крупносерийное. Укажите подготовку заготовок под сварку. По площади сечения заготовок выберите тип машины и укажите ее технические данные. По значениям J (А/мм) и p(мН/м) определите ток и усилие осадки. Подсчитайте установочную длину и время сварки изделия. Укажите возможные дефекты и причины их возникновения. Вариант 29 Изобразите схему и опишите сущность процесса контактной стыковой сварки оплавлением. Начертите и опишите циклограмму процесса стыковой сварки оплавлением. Объясните, за счет чего происходит процесс сварки труб (рис. 43) из стали марки СтЗ. Производство массовое. Укажите подготовку заготовок под сварку. По площади сечения свариваемых заготовок выберите тип машины и укажите ее технические данные. По значениям / (А/мм2) и р (мН/м2) определите сварочный ток и усилие осадки. Определите установочную длину с учетом припуска на оплавление и осадку и время сварки изделия. Укажите возможные дефекты и причины их возникновения.
Вариант 30 Изобразите схему и опишите сущность процесса автоматической сварки под слоем флюса. Укажите назначение флюса и флюсовой подушки. Разработайте процесс двусторонней сварки трубы из стали марки СтЗ (рис. 44). Производство крупносерийное. Укажите тип соединения и форму разделки кромок под сварку по ГОСТу. Дайте эскиз сечения шва с указанием размеров. Выберите марку и диаметр электродной проволоки и флюса. Подберите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки и флюса с учетом потерь, расход электроэнергии и время сварки изделия. Укажите методы контроля сварного шва. Вариант 31 1. Приведите схемы обработки поверхностей 1, 2, 3детали, чертеж которой дан на рис. 7. Для каждой схемы укажите название станка, инструмента и зажимных приспособлений. Приведите эскизы инструмента для обработки поверхности 3 и приспособления для закрепления заготовки при обработке поверхности 1. 2. Опишите характер износа инструмента; факторы, влияющие на него; что принимается за критерий износа и стойкость инструмента. Опишите, какое влияние оказывает теплота, образующаяся в процессе резания, на качество, геометрическую форму и точность обрабатываемой поверхности. Вариант 32 1. Приведите схемы обработки поверхностей 1, 2, 3 детали, чертеж которой 2. Приведите схемы и опишите физическую сущность, назначение и область Вариант 33 1. Приведите схемы обработки поверхностей 1, 2, 3 детали, чертеж которой 2. Приведите схемы, опишите назначение и область применения отделочных Вариант 34 1. Приведите схемы обработки поверхностей 1, 2, 3 детали, чертеж которой 2. Приведите схемы, опишите назначение и область применения отделочных методов обработки - притирки и полирования. Вариант 35 1. Приведите схемы обработки поверхностей 1, 2, 3 детали, чертеж которой 2. Приведите схему, опишите физическую сущность, назначение и область применения светолучевого и электронно-лучевого методов обработки. Вариант 36 1. Приведите схемы обработки поверхностей 1, 2. 3 детали, чертеж которой дан на рис. 14. Для каждой схемы укажите название станков, инструмента и приспособлений. Приведите эскизы инструмента для обработки поверхности 3 и приспособления для закрепления заготовки при обработке поверхности 2. 2. Приведите схемы, опишите физическую сущность, а значение и область применения электроискрового и электроимпульсного методов обработки. Вариант 37 1. Приведите схемы обработки поверхностей 1, 2, 3 детали, чертеж которой дан на рис. 15. Для каждой схемы укажите название станка, инструмента и приспособления. Приведите эскизы инструмента для обработки поверхности 1 и приспособления для закрепления заготовки при обработке поверхности 2. 2. Приведите схемы, опишите физическую сущность, назначение и область применения методов пластического деформирования (без снятия стружки) с изменением формы обрабатываемой заготовки. Вариант 38 1. Приведите схемы обработки поверхностей 1, 2, 3 детали, чертеж которой 2. Опишите физическую сущность процесса деформирования срезаемого слоя, наклепа и нароста в процессе резания. Укажите влияние наклепа и нароста на точность и шероховатость обработанной поверхности. Вариант 39 1. Приведите схемы обработки поверхностей 1, 2, 3 детали, чертеж которой дан на рис 27. Для каждой схемы укажите название станка, инструмента и приспособления. Приведите эскизы инструмента для обработки поверхности 1 и приспособления для закрепления заготовки при обработке поверхности 3. 2. Приведите схемы, опишите назначение и области применения отделочных методов обработки зубьев зубчатых колес зубошлифованием и зубопритиркой. Вариант 40 1. Приведите схемы обработки поверхностей 1, 2, 3 детали, чертеж которой дан на рис. 28. Для каждой схемы укажите название станка, инструмента и приспособления. Приведите эскизы инструмента для обработки поверхности 3 и при способления для закрепления заготовки при обработке поверхности 1. 2. Приведите схему, опишите физическую сущность, назначение и область применения ультразвуковой обработки. Вариант 41 1. Выберите способ обработки паза шириной 0.6 мм и глубиной 1.25 мм в малогабаритной вольфрамовой детали. Изложите физическую сущность выбранного способа размерной обработки; схема устройства и принцип ее работы. |
||||||||||||||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 512. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 .Остальные поверхности механической обработке не подлежат, на что указывает знак
.Остальные поверхности механической обработке не подлежат, на что указывает знак  в правом верхнем углу эскиза.
в правом верхнем углу эскиза.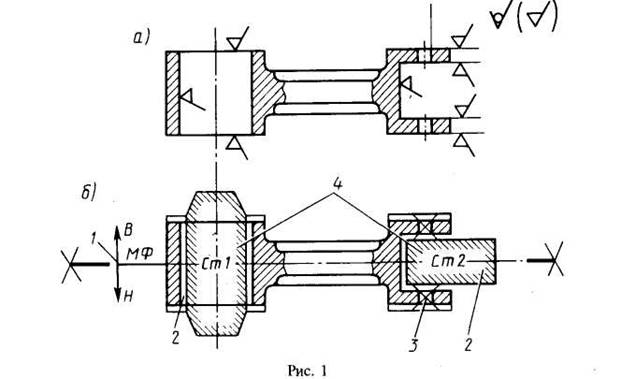
 показывает, что данная поверхность механической обработке не подвергается и припуск на нее не назначают. Знак шероховатости в правом верхнем углу чертежа относится к поверхностям, на которых обозначение шероховатости отсутствует.
показывает, что данная поверхность механической обработке не подвергается и припуск на нее не назначают. Знак шероховатости в правом верхнем углу чертежа относится к поверхностям, на которых обозначение шероховатости отсутствует.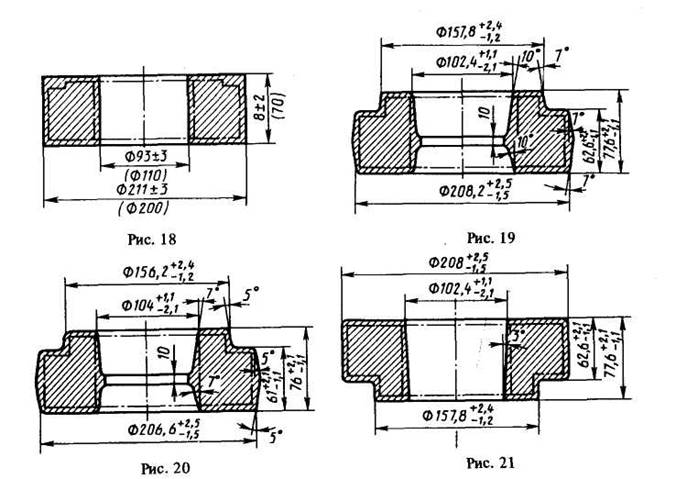
 ,
,

 Расход флюса принимают равным массе наплавленного металла. Диаметр электродной проволоки выбирают расчетом или по справочнику. Так, для толщин металла 8 ... 20 мм он составляет 5 мм. Коэффициент наплавки выбирают в зависимости от сварочного тока и диаметра электродной проволоки, что составляет в среднем 14 ... 16 г/ (А * ч).
Расход флюса принимают равным массе наплавленного металла. Диаметр электродной проволоки выбирают расчетом или по справочнику. Так, для толщин металла 8 ... 20 мм он составляет 5 мм. Коэффициент наплавки выбирают в зависимости от сварочного тока и диаметра электродной проволоки, что составляет в среднем 14 ... 16 г/ (А * ч).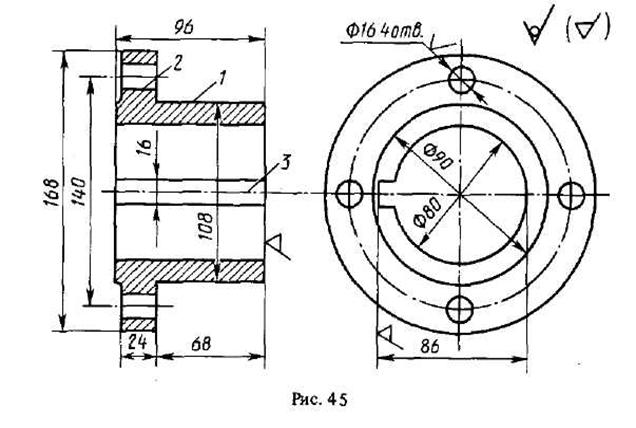

 Опишите сущность плазменного нагрева заготовки и сущность способов электронагрева. Приведите схемы нагревательных устройств. Сравните технико-экономические показатели способов нагрева и укажите области их применения.
Опишите сущность плазменного нагрева заготовки и сущность способов электронагрева. Приведите схемы нагревательных устройств. Сравните технико-экономические показатели способов нагрева и укажите области их применения.