|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
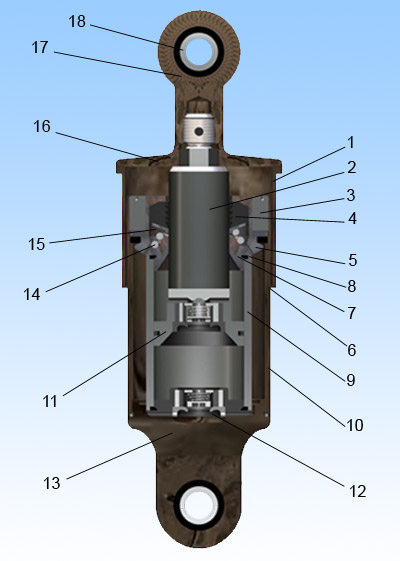
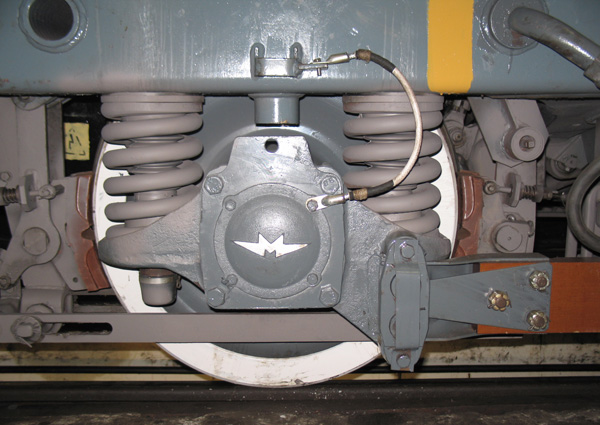
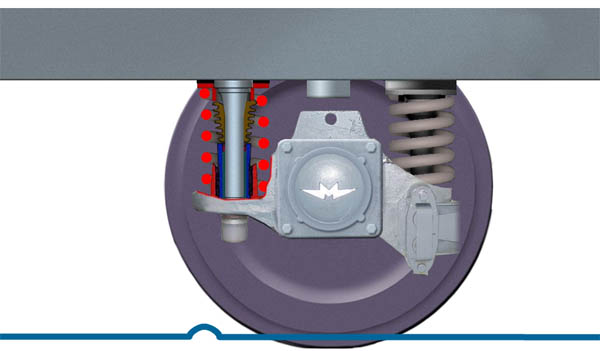
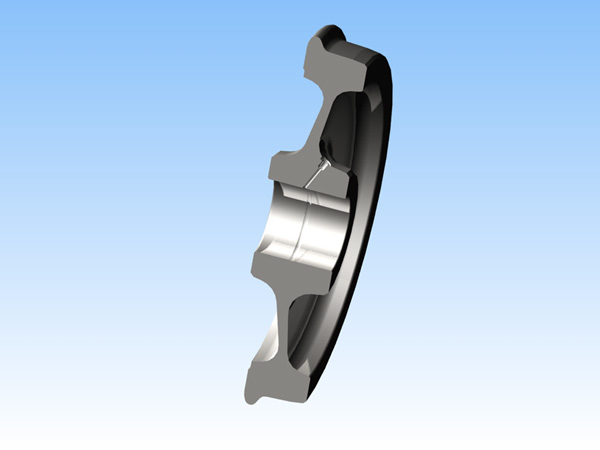
Гидравлический гаситель колебанийПредназначен для гашения долго не затихающих горизонтальных и вертикальных колебаний кузова вагона на пружинах центрального подвешивания после прекращения действий внешних возмущений (проезд стрелочных переводов, кривые участки или неровности пути и т.д.). Пружины центрального подвешивания обладают большой чувствительностью и гибкостью, и если бы не было гидрогасителей, кузов вагона еще долго совершал бы колебательные движения в вертикальной и горизонтальной плоскостях. Гасители расположены под углом 35° к горизонтальной плоскости, при этом их верхние головки крепятся к соответствующим кронштейнам на продольных балках рамы тележки, а нижние головки - к кронштейнам на центральной. Соединение головок с кронштейнами производится при помощи валиков с использованием резинометаллических втулок. Примечания: Последняя представляет собой два стальных кольца (внешнее и внутреннее), вставленные одно в другое, между которыми находится слой плотной резины. В роли внешнего кольца может выступать часть металлического корпуса механизма; Соединение узлов подвагонного оборудования с несущими конструкциями с использованием резинометаллических втулок применяется в подвеске элементов и других видов оборудования: редукторов, тяговых двигателей, электрокомпрессоров и др., работа которых связана с тяжелыми условиями их эксплуатации.
Рис. 5.38. Общий вид гасителя
Рис. 5.39. Гидравлический гаситель. Разрез 1 - наружный кожух  Гаситель колебаний является демпфером телескопического типа (то есть меняющего свою длину в зависимости от хода сжатия или растяжения гасителя), действующего по принципу дросселирования, то есть перетекания рабочей жидкости из одной полости в другую через калиброванные каналы с сопротивлением и определенным давлением. Работа гидрогасителя При сжатии Происходит уменьшение длины гидрогасителя. При этом поршень, перемещаясь по рабочему цилиндру вниз, заставляет давление жидкости в подпоршневой полости повыситься, и жидкость через клапан в поршне начинает перетекать с сопротивлением в надпоршневую полость. Так как в этой полости находится массивный шток, вся жидкость, перетекающая из-под поршня, не в состоянии уместиться в ней, что ведет к быстрому повышению давления жидкости под поршнем. В этот момент через клапан в рабочем цилиндре избыток жидкости из-под поршня начинает перетекать в дополнительную полость, частично заполняя ее. Примечания: дополнительной полостью называется полость вокруг рабочего цилиндра между ним и дополнительным цилиндром; при рабочем ходе поршня в 25 мм, на частоте колебаний более 50 в минуту сила сопротивления гидрогасителя может возрастать в несколько раз относительно расчетной; работоспособность гидрогасителя можно проверить, не снимая его с тележки. Для этого необходимо отсоединить верхнюю головку от кронштейна рамы, вставить ломик во втулку головки и, используя его как рычаг, произвести ручную прокачку гидрогасителя. При этом его шток после двух-трех ходов должен перемещаться туго и плавно, а не рывками и свободно; для получения одинаковой силы сопротивлени хода сжатия и растяжения должно быть соблюдено соотношение диаметров штока поршня и рабочего цилиндра гидрогасителя - D шт~=0,7 D цил.; установка гидрогасителей на вагон допускаетс с разностью их силовых характеристик не более 10%.
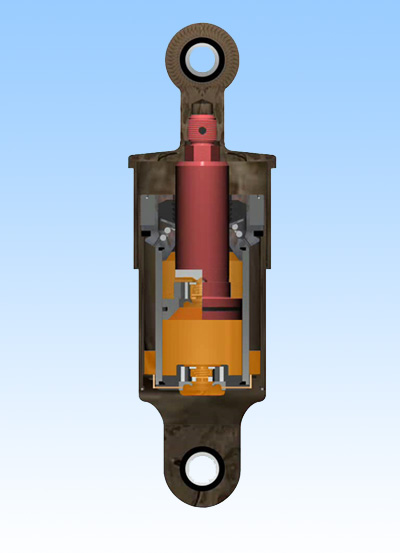
Рис. 5.44. Работа гидрогасителя При растяжении Происходит увеличение длины гидрогасителя. При этом поршень, перемещаясь по рабочему цилиндру вверх, заставляет давление жидкости в надпоршневой полости повыситься, и жидкость через клапан в поршне начинает перетекать с сопротивлением в подпоршневую полость. Так как ее количество над поршнем слишком мало из-за массивного штока - жидкости не хватает, чтобы наполнить всю подпоршневую полость, и это ведет к быстрому понижению давления в ней. В этот момент через клапан в рабочем цилиндре недостаток жидкости из дополнительной полости, частично освобождая ее, начинает перетекать в подпоршневую, ликвидируя этот недостаток. Каждый гидрогаситель в процессе изготовления и при ревизии подвергается испытаниям со снятием диаграмм изменений усилий сжатия и растяжения. После данных стендовых испытаний убеждаются в отсутствии течи масла путем выдержки гидрогасителя в горизонтальном положении в течение суток. Течь масла не допускается. Срок ревизии - каждые 6 месяцев.
Неисправности гасителя
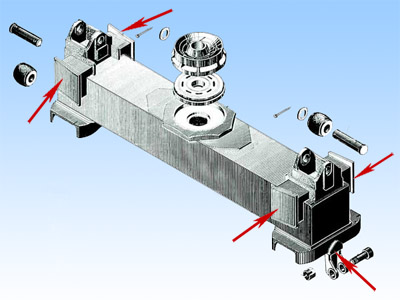
Примечания: В конце изучения центрального подвешивания стоит выделить наиболее вероятные места трещеобразований в нем (рис. 5.45, рис. 5.46)
рис. 5.45. Наиболее вероятные места трещеобразований
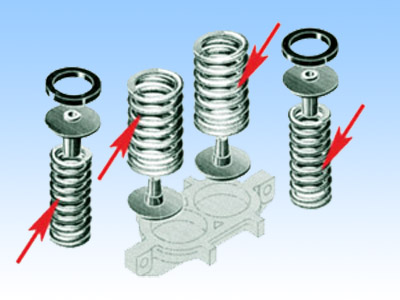
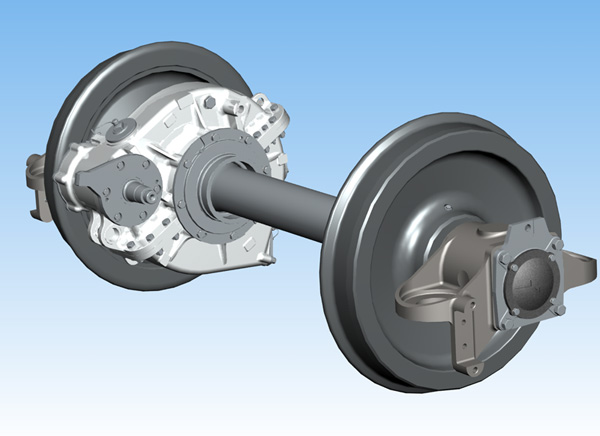
рис. 5.46. Наиболее вероятные места трещеобразований Примечания. Этими местами (помечены стрелками) являются: Колесная пара Колесные пары воспринимают нагрузку вагона и направляют его по рельсовому пути. Колесные пары испытывают наряду с постоянно действующей нагрузкой от веса вагона и пассажиров также и дополнительные динамические усилия - вертикальные удары от стыков и неровностей пути и горизонтальные усилия при прохождении кривых участков пути.
Рис. 6.1. Колесная пара Колёсные пары являются одними из основных узлов ходовых частей и всего подвагонного оборудования.
Классификация колесных пар На вагонах метрополитена применяются следующие колесные пары: В зависимости от конструкции колеса
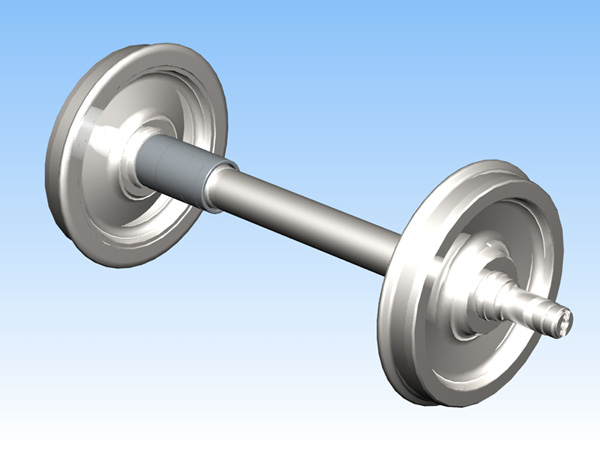
Рис. 6.2. Колесная пара с цельнокатаными колесами
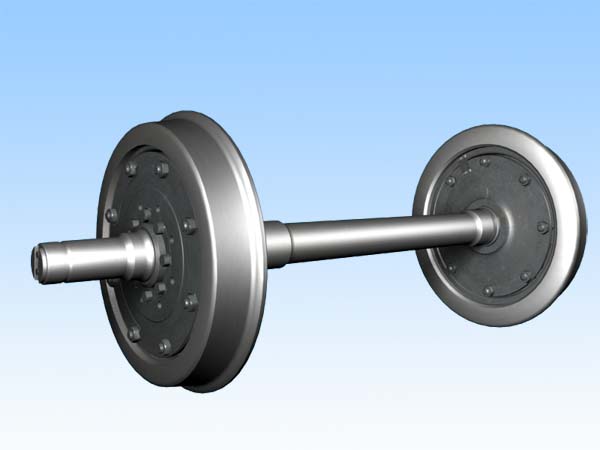
Рис. 6.3. Колесная пара с подрезиненными колесами В зависимости от конструкции соединения колесных пар с тележкой вагона:
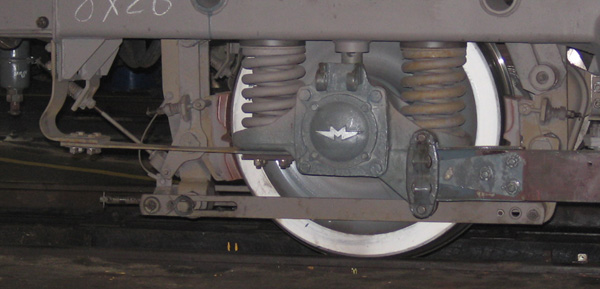
Рис. 6.4. Поводковое буксовое подвешивание
Рис. 6.5. Шпинтонное буксовое подвешивание
Рис. 6.6. Работа шпинтонного подвешивания
Элементы колесной пары Каждая колесная пара включает следующие элементы:
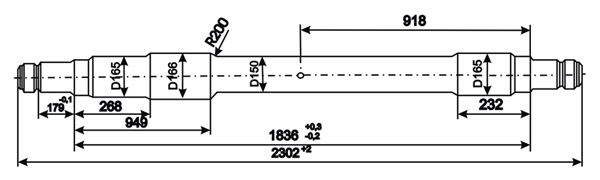
Ось
Рис. 6.7. Ось колесной пары Ось представляет собой брус круглого сечения. Диаметр оси по ее длине неодинаков.
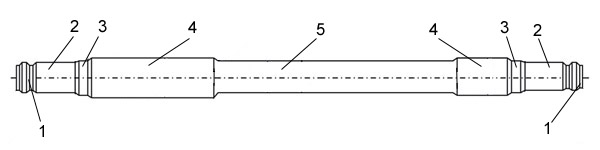
Рис. 6.8. Части оси 1 - резьбовые части На подступичные части напрессовывают колеса, поэтому, кроме напряжения, изгиба и кручения, они испытывают еще напряжение сжатия от напрессованных на них колесных центров. На предподступичные части насаживают в горячем состоянии лабиринтные кольца для уплотнения корпусов букс. Концевые части оси - шейки воспринимают вертикальную нагрузку от веса вагона. На шейки в горячем состоянии напрессовывают внутренние кольца буксовых подшипников. Резьбовые части на концах оси предназначены для завинчивания осевых гаек, которыми закрепляют подшипники букс. Для предотвращения концентрации напряжений все сопряжения участков одного диаметра с участками другого диметра выполняют плавными. Их называют галтелями. Ось изготовливают из углеродистой стали марки Ос М (осевая метро) по ГОСТу 6690-53. Размеры основных элементов оси следующие:
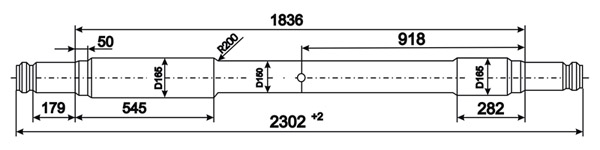
Рис. 6.11. Ось цельнокатаного колесной пары
Рис. 6.12. Ось подрезиненной колесной пары На средней части оси имеется керн глубиной 2 мм, относительно которого по специальным шаблонам определяются места расположения на оси того или иного элемента колесной пары при напрессовке Подрезиненное колесо
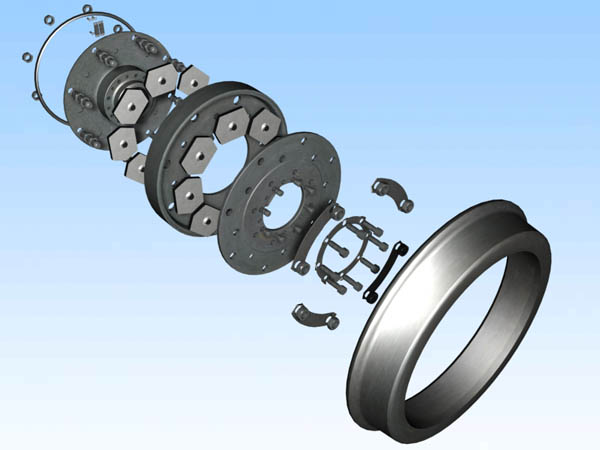
Рис. 6.13. Подрезиненное колесо Подрезиненное колесо состоит из следующих деталей:
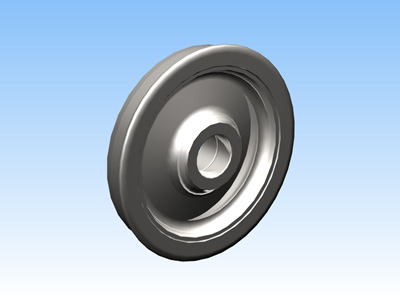
Рис. 6.14. Детали подрезиненного колеса Колесный центр стальной литой, имеет нормальную или удлиненную ступицу и дисковую часть. В торце ступицы имеется 8 отверстий диаметром 26 мм для установки штифтов, фиксирующих нажимную шайбу, и восемь отверстий с резьбой М20, куда ввертываются болты крепления нажимного диска. На диске колесного центра выполнено восемь углублений для размещения резиновых вкладышей. Кроме того, имеется восемь сквозных отверстий для прохода шпилек.
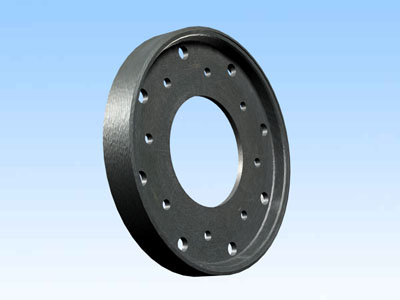
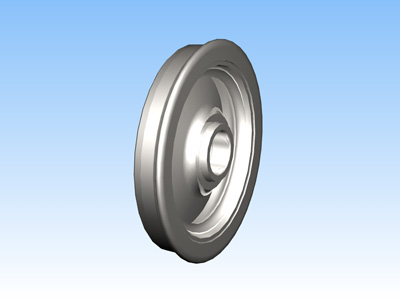
Рис. 6.15. Колесный центр Центральный диск имеет дисковую часть толщиной 18 мм и обод для насадки на него бандажа. Обод проточен под «ласточкин хвост». В дисковой части выполнено восемь отверстий для прохода шпилек и восемь отверстий для центрирующих выступов вкладышей.
Рис. 6.16. Центральный диск Бандаж сажают на центральный диск в горячем состоянии с натягом 0,9-1,1 мм. Подобранный по натягу бандаж нагревают в индукционной печи до температуры 320° С. Внутренний диаметр бандажа со стороны гребня имеет наклонную канавку для размещения укрепляющего кольца, а с противоположной стороны - буртик. Нагретый бандаж укладывают гребнем вверх, в него опускают центральный диск и заводят укрепляющее кольцо в канавку бандажа. Концы кольца плотно пригоняют друг к другу и зачеканивают. В случае ослабления посадки бандажа он удержится на центральном диске с одной стороны буртом, а с другой - укрепляющим кольцом. Качество посадки бандажа проверяют обстукиванием молотком. При ударе по кольцу оно не должно дребезжать, а при ударе по бандажу молоток должен издавать чистый звонкий звук и упруго отскакивать. При слабой посадке молоток вязнет и издает глухой звук. Для контроля за состоянием посадки в процессе эксплуатации на наружных гранях бандажа и центрального диска ставят контрольные риски, которые после окраски колеса окрашивают в красный цвет. Допускаются в эксплуатацию колесные пары с проворотом бандажа не более 200 мм при условии, что бандаж после проворота имеет плотную посадку.
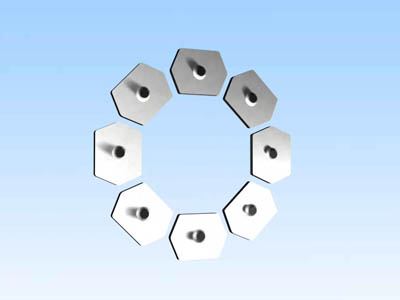
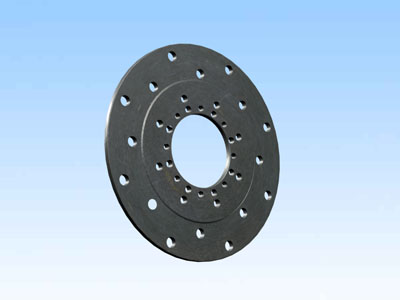
Рис. 6.17. Контрольные риски Нажимной диск представляет собой стальную шайбу, в которой высверлено восемь отверстий для прохода разьбовых частей шпилек, восемь отверстий для прохода штифтов, восемь отверстий для прохода болтов и восемь углублений под центрирующие выступы вкладышей. Резиновый вкладыш представляет собой плоский шестиугольник с двумя цилиндрическими выступами диаметром 32 мм в центре. Изготавливают вкладыш из специальной твердой резины формовым способом. С обеих сторон вкладыш имеет армировки из листовой стали толщиной 3 мм, которые привулканизированы к резине или ставятся на клею. Общая толщина вкладыша в свободном состоянии 26 мм (в сжатом - 24 мм).
Рис. 6.18. Резиновые вкладыши Выступы вкладышей служат только для их центровки и фиксации, а не для передачи нагрузки сдвига. Эта нагрузка передается на армировку вкладышей благодаря силе трения, возникающей между поверхностями дисков и армировок, в результате сжатия вкладышей. Кроме того, имеется восемь сквозных отверстий для прохода резьбовых концов шпилек. Шпильки имеют на концах резьбу М 27x3, гладкую среднюю часть диаметром 28 мм и два буртика, расстояние между наружными гранями которых 66 мм. (Такое же, как расстояние от торца ступицы до дисковой части колесного центра).
Рис. 6.19. Нажимная шайба Штифты служат для предотвращения проворота нажимного диска относительно колесного центра и среза болтов крепления. Болты контрятся общей пластинчатой шайбой. Для отвода тока от колеса в ходовой рельс, каждое колесо имеет два гибких медных шунта сечением 50 мм2, которые соединяют колесный центр с центральным диском. Особенностью конструкции подрезиненного колеса является то, что колесный центр не соприкасается с бандажом или центральным диском, а как бы «висит» на резиновых вкладышах, которые, благодаря сильному сжатию, работают на сдвиг. Происходит перемещение слоев резины друг относительно друга.
Рис. 6.20. Работа подрезиненного колеса
Цельнокатаное колесо У цельнокатаных колес обод с гребнем, диск и ступица составляют одно целое. Изготавливают их из твердой углеродистой стали (типа бандажной) по особой технологии, заключающейся в нагреве заготовок до ковочной температуры 1300°, многократной обжимке под гидравлическими прессами и прокатке обода роликами на специальном колесопрокатном стане, в результате чего колеса приобретают высокую прочность.
Рис. 6.22. Первое цельнокатаное колесо
Рис. 6.23. Второе цельнокатаное колесо В диске, имеющем конусообразную форму, просверливают два отверстия, при помощи которых колесо в процессе обработки приводят во вращение; они же служат для транспортировки колес и колесных пар. Механическую обработку колес производят двумя этапами.
Рис. 6.24. Цельнокатаное колесо. Разрез На первом этапе колесо подготавливают к посадке на ось, для чего в ступице обрабатывают торцы, растачивают отверстие, а также частично обрабатывают внутреннюю грань обода с целью выявления дефектов, выравнивания плоскости и получения точного места для установки запрессовочного шаблона.
Рис. 6.25. Обработка колеса На втором этапе обработку колес производят после их напрессовки на ось: сформированную колесную пару устанавливают на колесно-токарный станок для обточки колес по профилю и кругу катания и по размеру расстояния между внутренними гранями бандажей. Преимуществами цельнокатаных колес являются:
|
||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 687. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |