|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Значения соответствующих поправок для механических сборочных единиц ⇐ ПредыдущаяСтр 2 из 2
где
где 
где
где
где
Для определения комплексных показателей технологичности деталей
Таблица 2. Структура технологических процессов изготовления деталей
Комплексные показатели технологичности деталей «Зажим» (поз. 1):
«Пластина» (поз. 9):
«Винт» (поз. 2):
«Пробка» (поз. 13):
«Втулка» (поз. 10):
«Крышка» (поз. 8): «Гайка» (поз. 5):
«Поршень» (поз. 11):
«Крышка» (поз. 7):
«Пружина» (поз. 14):
«Плита» (поз. 3):
«Болт М16» (поз. 12):
«Корпус» (поз. 4):
«Цилиндр» (поз. 6);
где
где Таблица 3. Нормативные значения относительных трудоемкостей tН по видам производства
РАСЧЕТ КОМПЛЕКСНЫХ ПОКАЗАТЕЛЕЙ ТЕХНОЛОГИЧНОСТИ ДЕТАЛЕЙ Деталь Д1 «Зажим» (поз. 1)
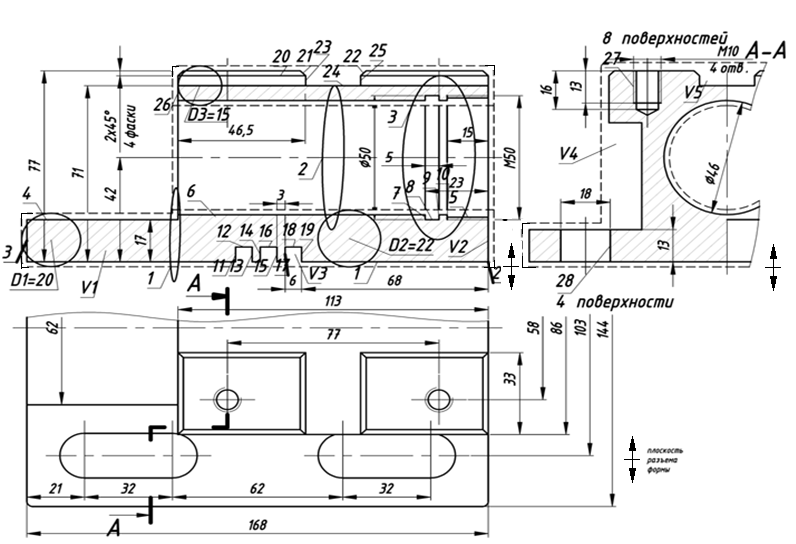
Материал – сталь 15Л. Этапы технологического процесса: литье в песчаные формы, механообработка, термообработка, нанесение лакокрасочного покрытия. Формула для расчёта (5.1). Эскиз для расчёта приведён на рис. 4. Показатель технологичности заготовки-отливки Кзаг1 определим по таблице 4. Контур отливки показан на рис. 4 добавлением к контуру детали припуска (материала, удаляемого при механообработке). Формула для расчёта:
Выберем по таблице 4 уточнения Ai для формулы (7).
Рис. 4. К расчету показателя технологичности
Таблица 4. Значения уточнений Аi при получении металлических заготовок литьем
1. Расположение плоскости разъёма указано на рис. 4. Количество плоскостей разъема формы – одна. Поэтому А1 = 0,00. 2. Количество отверстий, рёбер, бобышек, углублений и т.д.: имеется утолщение 1 (см. рис. 4), отверстие 2 и переход диаметра 3. Всего 3 элемента. Поэтому А2 = 0,00. 3. Наибольшее отношение диаметров окружностей, вписанных в сечения сопрягаемых элементов деталей: диаметры окружностей, вписанные в соответствующие сечения, показаны на рис. 4 и обозначены через D1 , D2 , D3. Отношения:

4. Отношение числа механически обрабатываемых поверхностей к общему количеству поверхностей детали равно единице, поскольку все 22 поверхности детали механически обрабатываются. Нумерация поверхностей детали показана на рис. 4. Значение этого частного показателя технологичности оказывается свыше 0,3. Поэтому уточнение А4 = 0,15. 5. Перпендикулярность отверстия отливки плоскости разъема формы не обеспечена. Поэтому А5 = 0,20. 6. Соответствие правилам конструирования литых деталей частичное, поскольку имеется толстая стенка. Поэтому А6 = 0,05. Подставляя значения уточнений Аi в формулу (6), имеем показатель технологичности отливки:
Показатель технологичности для механообработки Км.о.1 определим по таблице 5. Формула для расчёта:
Выберем по таблице 5 уточнения Ai для формулы (8).
Таблица 5. Значения Аi при изготовления деталей механообработкой (методами обработки материалов резанием)
1. Количество механически обрабатываемых поверхностей – 22 (см. рис. 4), т.е. свыше 20. Поэтому А1 = 0,05. 2. Общее количество элементов конструкции детали с повышенными требованиями к ним: имеются две цилиндрические посадочные поверхности А и Б (см. рис. 4), а также плоскость В, по которой рассматриваемая деталь «Зажим» контактирует с деталью «Плита» (поз. 3 на рис. 1). Т.е. количество таких элементов равно 3. Поэтому А2 = 0,05. 3. Количество применяемых видов механической обработки: поверхности 5, 6, 7, 8, 9, 11, 12 получают точением; кроме того поверхности 7, 9 и 14 подвергают шлифованию; поверхности 16 и 17 получают растачиванием; поверхность 18 – зенкерованием; отверстия 10 и 15 получают сверлением, кроме того для отверстия 15 применяют резьбонарезание; поверхности 13 и 19 получают зенкованием (цекованием); поверхности 1, 2, 3, 4, 14 получают фрезерованием. Укрупнено для поверхностей 5, 6, 7, 8, 9, 11, 12, 16, 17 необходимы токарные станки (т.е. токарная обработка), для поверхностей 18, 15, 13, 19 необходимы сверлильные станки (т.е. обработка на сверлильных станках). Вместе с обработкой на шлифовальных станках и на фрезерных станках, а также слесарной обработкой (резьбонарезанием) имеем 5 видов механической обработки, т.е. свыше 2-х. Поэтому А3 = 0,05. 4. Отношение массы детали к массе заготовки определяется ориентировочным расчётом соотношения объёмов. Принимаем припуск ориентировочно 3 мм. Объём заготовки складывается из объёма призмы с отверстием V1 и объёма полого цилиндра V2.
При механообработке удаляется следующий объём материала: · припуск на фланце объёмом
· два отверстия с зенковками объёмом
· кольцо объёмом
· кроме того удаление припуска приводит к дополнительному уменьшению его объёма на величину
Поэтому искомое отношение составляет
Полученное значение меньше, чем 0,65. Поэтому А4 = 0,40. 5. Обрабатываемость материала, определяемая его видом: материал детали – сталь 15Л, является малоуглеродистой сталью. Поэтому А5 = 0,00. Подставляя значения уточнений Аi в формулу (8), имеем показатель технологичности для механообработки:
Показатель технологичности для термообработки Кт.о.1 определим по таблице 6. Формула для расчёта:
Выберем по таблице 6 уточнения Ai для формулы (9).
Таблица 6. Значения уточнений Аi при термообработке деталей
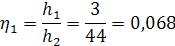
1. Наименьшее соотношение толщин сечений сопрягаемых элементов: конструкция детали предусматривает резкий переход толщины сечений от фланца к цилиндрической поверхности. На рис. 4 толщины этих сечений обозначены через h1 и h2. Соотношение толщин составляет
Выберем общую закалку. Численное значение показателя технологичности 𝛈1 = 0,068 оказывается менее 0,1. Поэтому в соответствии с таблицей 6 А1 = 0,068. 2. Отношение длины детали к минимальному размеру сечения: длина детали составляет L = 158 мм; минимальный размер сечения составляет h1 = 3 мм. Искомое отношение составляет
Численное значение показателя технологичности составляет 𝛈2 = 52,67 оказывается более 10. Поэтому в соответствии с таблицей 6 А2 = 0,25. 3. Сложность термической обработки материала, определяемая его видом: материал детали – сталь 15Л, относится к конструкционным сталям. Поэтому А3 = 0,00. Подставляя значения уточнений Аi в формулу (9), имеем показатель технологичности для термообработки:
Показатель технологичности для нанесения лакокрасочных покрытий Кп1 определим по таблице 7. Формула для расчёта:
Выберем по таблице 7 уточнения Ai для формулы (10). Поверхности детали, на которые наносят покрытие обозначены на рис. 4.
Таблица 7. Значение уточнений Аi при нанесении лакокрасочных покрытий
1. Степень сложности конфигурации детали и покрываемых поверхностей можно оценить как «простая конфигурация». Поэтому А1 = 0,00. 2. Соответствие шероховатости покрываемых поверхностей требованиям ГОСТ 9.032-74: может быть обеспечено. Поэтому А2 = 0,00. 3. Необходимость защиты резьбовых и других поверхностей от покрытия: есть. Поэтому А3 = 0,20. Подставляя значения уточнений Аi в формулу (10), имеем показатель технологичности для нанесения лакокрасочных покрытий:
Рассчитаем комплексный показатель технологичности детали:
Деталь Д3 «Винт» (поз. 2) Материал - сталь 20. Этапы технологического процесса: механообработка. Формула для расчёта (5.3). Эскиз для расчёта приведён на рис. 5. Деталь изготавливается из стандартного прутка при помощи механообработки.
Рис. 5. К расчету показателя технологичности Показатель технологичности для механообработки Км.о.3 определим по таблице 5. Формула для расчёта:
Выберем по таблице 5 уточнения Аi для формулы (14). 1. Количество механически обрабатываемых поверхностей – 9 (см. рис. 5), что менее 20. Поэтому А1 = 0,00. 2. Элементы конструкции детали с повышенными требованиями отсутствуют. Поэтому А2 = 0,00. 3. Виды механической обработки – до 2 (фрезерование, точение). Поэтому А3 = 0,00. 4. Отношение массы детали к массе заготовки определяется ориентировочным расчётом соотношения объёмов. Принимаем припуск ориентировочно 3 мм. Объём заготовки складывается из объёма цилиндра V1.
После механообработке получаем следующий объём материала: · цилиндр объёмом
· от объёма V2 отнимаем приблизительные объёмы удалённых частей
Поэтому искомое отношение составляет
Полученное значение меньше, чем 0,65. Поэтому А4 = 0,40. 5. Обрабатываемость материала, определяемая его видом: материал детали – сталь 20. Поэтому А5 = 0,00. Подставляя значения уточнений Аi в формулу (11), имеем показатель технологичности для механообработки:
Рассчитаем комплексный показатель технологичности детали:
Деталь Д11 «Плита» (поз. 3)
Материал – сталь 45. Этапы технологического процесса: механообработка, термообработка и нанесение лакокрасочного покрытия. Формула для расчёта (5.11). Эскиз для расчёта приведён на рис. 6. Рис. 6. К расчету показателя технологичности Показатель технологичности для механообработки Км.о.11 определим по таблице 5. Формула для расчёта:
Выберем по таблице 5 уточнения Ai для формулы (12). 1. Количество механически обрабатываемых поверхностей – 11 (см. рис. 6).Поэтому А1 = 0,00. 2. Общее количество элементов конструкции детали с повышенными требованиями к ним: элементы с повышенными требованиями отсутствуют. Поэтому А2 = 0,05. 3. Количество применяемых видов механической обработки: до 2. Поэтому А3 = 0,00. 4. Отношение массы детали к массе заготовки определяется ориентировочным расчётом соотношения объёмов. Принимаем припуск ориентировочно 3 мм. Рассчитаем объём заготовки V1:
При механообработке удаляется следующий объём материала: · 2 отверстия объёмом
· 2 места объёмом
· кроме того, удаление припуска приводит к дополнительному уменьшению объёма на величину
Поэтому искомое отношение составляет
Полученное значение больше, чем 0,85. Поэтому А4 = 0,00. 5. Обрабатываемость материала, определяемая его видом: материал детали – сталь 45. Поэтому А5 = 0,00. Подставляя значения уточнений Аi в формулу (12), имеем показатель технологичности для механообработки:
Показатель технологичности для термообработки Кт.о.11 определим по таблице 6. Формула для расчёта:
Выберем по таблице 6 уточнения Ai для формулы (13). 1. Резкие переходы сечений сопрягаемых элементов детали отсутствуют. Поэтому А1 = 0,00. 2. Отношение длины детали к минимальному размеру сечения –
что более 10. Поэтому А2 = 0,25. 3. Сложность термической обработки материала, определяемая его видом: материал детали – сталь 45. Поэтому А3 = 0,00. Подставляя значения уточнений Аi в формулу (13), имеем показатель технологичности для термообработки:
Показатель технологичности для нанесения лакокрасочных покрытий Кп11 определим по таблице 7. Формула для расчёта:
Выберем по таблице 7 уточнения Ai для формулы (14). 1. Сложность конфигурации детали и покрываемой поверхности – простая конфигурация. Поэтому А1 = 0,00. 2. Соответствие шероховатости покрываемой поверхности требованиям ГОСТ 9.032-74 - возможно обеспечить. Поэтому А2 = 0,00. 3. Необходимость защиты резьбовых поверхностей от покрытия: нет. Поэтому А3 = 0,00. Подставляя значения уточнений Аi в формулу (14), имеем показатель технологичности для нанесения лакокрасочных покрытий:
Рассчитаем комплексный показатель технологичности детали:
Деталь Д13 «Корпус» (поз. 4)
Материал – сталь 15Л. Этапы технологического процесса: литье в песчаные формы, механообработка, термообработка, нанесение лакокрасочного покрытия. Формула для расчёта (5.13). Эскиз для расчёта приведён на рис. 7.
Рис. 7. К расчету показателя технологичности Показатель технологичности заготовки-отливки Кзаг13 определим по таблице 1. Контур отливки показан на рис. 7 добавлением к контуру детали припуска (материала, удаляемого при механообработке). Формула для расчёта:
Выберем по таблице 1 уточнения Ai для формулы (15). 1. Расположение плоскости разъёма указано на рис. 7. Количество плоскостей разъема формы – одна. Поэтому А1 = 0,00. 2. Количество отверстий, рёбер, бобышек, углублений и т.д.: имеется утолщение 1 (см. рис. 7), отверстие 2 и переход диаметра 3. Всего 3 элемента. Поэтому А2 = 0,00. 3. Наибольшее отношение диаметров окружностей, вписанных в сечения сопрягаемых элементов деталей: диаметры окружностей, вписанные в соответствующие сечения, показаны на рис. 7. и обозначены через D1, D2, D3. Отношения:
 , , 
4. Отношение числа механически обрабатываемых поверхностей к общему количеству поверхностей детали равно единице, поскольку все 38 поверхностей детали механически обрабатываются. Нумерация поверхностей детали показана на рис. 7. Значение этого частного показателя технологичности оказывается свыше 0,3. Поэтому уточнение А4 = 0,15. 5. Перпендикулярность отверстия отливки плоскости разъема формы не обеспечена. Поэтому А5 = 0,20. 6. Соответствие правилам конструирования литых деталей частичное. Поэтому А6 = 0,05. Подставляя значения уточнений Аi в формулу (15), имеем показатель технологичности отливки:
Показатель технологичности для механообработки Км.о. 1 3 определим по таблице 5. Формула для расчёта:
Выберем по таблице 5 уточнения Ai для формулы (16). 1. Количество механически обрабатываемых поверхностей – 38 (см. рис.7), т.е. свыше 20. Поэтому А1 = 0,05. 2. Общее количество элементов конструкции детали с повышенными требованиями к ним: такие элементы отсутствуют. Поэтому А2 = 0,00. 3. Количество применяемых видов механической обработки: фрезерование, точение, резьбонарезание. Имеем 3 вида механической обработки, т.е. свыше 2-х. Поэтому А3 = 0,05. 4. Отношение массы детали к массе заготовки определяется ориентировочным расчётом соотношения объёмов. Принимаем припуск ориентировочно 3 мм. Объём заготовки складывается из объёма V1 и объёма V2.
При механообработке удаляется следующий объём материала:
· кольцо объёмом
Кроме того удаление припуска приводит к дополнительному уменьшению его объёма на величину
Поэтому искомое отношение составляет
Полученное значение меньше 0,65. Поэтому А4 = 0,40. 5. Обрабатываемость материала, определяемая его видом: материал детали – сталь 15Л. Поэтому А5 = 0,00. Подставляя значения уточнений Аi в формулу (16), имеем показатель технологичности для механообработки:
Показатель технологичности для термообработки Кт.о.13 определим по таблице 6. Формула для расчёта:
Выберем по таблице 6 уточнения Ai для формулы (17). 1. Наименьшее соотношение толщин сечений сопрягаемых элементов: конструкция детали предусматривает резкий переход толщины сечений. На рис. 7. толщины этих сечений обозначены через h1 и h2. Соотношение толщин составляет:
Численное значение показателя технологичности η1 = 0,23 оказывается менее 0,8, но более 0,1. Выбираем местную закалку. Поэтому в соответствии с таблицей 6 А1 = 0,40. 2. Отношение длины детали к минимальному размеру сечения: длина детали составляет L = 168 мм; минимальный размер сечения составляет h1 = 13 мм. Искомое отношение составляет:
Численное значение показателя технологичности составляет η2 = 12,9 оказывается более 10. Поэтому в соответствии с таблицей 6 А2 = 0,25. 3. Сложность термической обработки материала, определяемая его видом: материал детали – сталь 20, относится к конструкционным сталям. Поэтому А3 = 0,00. Подставляя значения уточнений Аi в формулу (17), имеем показатель технологичности для термообработки:
Показатель технологичности для нанесения лакокрасочных покрытий Кп13 определим по таблице 7 . Формула для расчёта
Выберем по таблице 7 уточнения Ai для формулы (18). 1. Степень сложности конфигурации детали и покрываемых поверхностей можно оценить как «простая конфигурация». Поэтому А1 = 0,00. 2. Соответствие шероховатости покрываемых поверхностей требованиям ГОСТ 9.032-74: может быть обеспечено. Поэтому А2 = 0,00. 3. Необходимость защиты резьбовых и других поверхностей от покрытия: есть. Поэтому А3 = 0,20. Подставляя значения уточнений Аi в формулу (18), имеем показатель технологичности для нанесения лакокрасочных покрытий:
Рассчитаем комплексный показатель технологичности детали:
Деталь Д7 «Гайка» (поз. 5)
Рис. 8. К расчету показателя технологичности Материал – сталь 15Л. Этапы технологического процесса: литье по выплавляемым моделям, механообработка, нанесение лакокрасочного покрытия.Формула для расчёта (5.7). Эскиз для расчёта приведён на рис. 8. Показатель технологичности для операции литьё по выплавляемым моделям Кзаг7 определим по таблице 1. Формула для расчёта:
Выберем по таблице 1уточнения Аi для формулы (19). 1. Расположение плоскости разъёма указано на рис. 8. Количество плоскостей разъема пресс-формы (для изготовления модели) – одна. Поэтому А1 = 0,00. 2. Количество отверстий, рёбер, бобышек, углублений и т.д.: имеется отверстие 1 (см. рис. 8), утолщение 2 и переходы диаметра 3 и 4. Всего 4 элемента. Поэтому А2 = 0,00.
 , , 
 , ,
4. Отношение числа механически обрабатываемых поверхностей к общему количеству поверхностей детали равно единице, поскольку все поверхности детали механически обрабатываются. Нумерация поверхностей детали показана на рис. 8. Значение этого частного показателя технологичности оказывается свыше 0,3. Поэтому А4 = 0,15. 5. Перпендикулярность отверстий, выступов, впадин плоскости разъемов пресс-формы – не обеспечена (отверстие направлено параллельно плоскости разъёма). Поэтому А5 = 0,20. 6. Соответствие правилам конструирования литых деталей - полное. Поэтому А6 = 0,00. Подставляя значения уточнений Аi в формулу (19), имеем показатель технологичности для операции литье по выплавляемым моделям:
Показатель технологичности для механообработки Км.о.7 определим по таблице 5. Формула для расчёта:
Выберем по таблице 5 уточнения Ai для формулы (20). 1. Количество механически обрабатываемых поверхностей –10 (см. рис. 8).Поэтому А1 = 0,00. 2. Общее количество элементов конструкции детали с повышенными требованиями к ним: имеется цилиндрическая посадочная поверхность А (см. рис.8), а также плоскость Б, по которой рассматриваемая деталь «Гайка» контактирует с другими деталями. Т.е. количество таких элементов равно 2. Поэтому А2 = 0,05. 3. Количество применяемых видов механической обработки: вся деталь может быть изготовлена точением. Дополнительно посадочная поверхность А обрабатывается внутренним шлифованием. Т.о., применяется два вида механической обработки. Поэтому А3 = 0,00. 4. Отношение массы детали к массе заготовки определяется ориентировочным расчётом соотношения объёмов. Принимаем припуск ориентировочно 3 мм. Рассчитаем объём заготовки, который складывается из двух полых цилиндров объёмами V1 и V2, а также усеченного полого конуса V3:
Рассчитаем объём детали, который складывается из двух полых цилиндров объёмами V4 и V5, а также усеченного полого конуса V6:
Поэтому искомое отношение составляет:
Поэтому А4 = 0,40. 5. Обрабатываемость материала, определяемая его видом: материал детали – сталь 15Л, является малоуглеродистой сталью. Поэтому А5 = 0,00. Подставляя значения уточнений Аi в формулу (20), имеем показатель технологичности для механообработки:
Показатель технологичности для нанесения лакокрасочных покрытий Кп7 определим по таблице 7. Формула для расчёта:
Выберем по таблице 7 уточнения Ai для формулы (21). Поверхности детали, на которые наносят покрытие обозначены на рис. 8. 1. Сложность конфигурации детали и покрываемой поверхности – простая конфигурация. Поэтому А1 = 0,00. 2. Соответствие шероховатости покрываемой поверхности требованиям ГОСТ 9.032-74 - возможно обеспечить. Поэтому А2 = 0,00. 3. Необходимость защиты резьбовых поверхностей от покрытия: есть. Поэтому А3 = 0,20. Подставляя значения уточнений Аi в формулу (21), имеем показатель технологичности для нанесения лакокрасочных покрытий:
Рассчитаем комплексный показатель технологичности детали в соответствии с формулой (5.7):
Деталь Д14 «Цилиндр» (поз. 6) Материал – сталь 15Л. Этапы технологического процесса:литье в кокиль, механообработка и нанесение электрохимического покрытия. Формула для расчёта (5.14). Эскиз для расчёта приведён на рис. 9. Показатель технологичности заготовки-отливки Кзаг14 определим по таблице 1. Контур отливки показан на рис. 9. добавлением к контуру детали припуска (материала, удаляемого при механообработке). Формула для расчёта:
Выберем по таблице 1 уточнения Ai для формулы (22). 1. Расположение плоскости разъёма указано на рис. 9. Количество плоскостей разъема формы (кокиля) – одна. Поэтому А1 = 0,00 2. Количество отверстий, рёбер, бобышек, углублений и т.д.: имеется отверстие 1 (см. рис. 9). Всего 1 элемент. Поэтому А2 = 0,00. 3. Наибольшее отношение диаметров окружностей, вписанных в сечения сопрягаемых элементов деталей: равно единице, поскольку сопрягаемые элементы отсутствуют. Поэтому А3 = 0,00. 4. Отношение количества числа механически обрабатываемых поверхностей к общему количеству поверхностей деталей равно единице, поскольку все поверхности детали механически обрабатываются. Поэтому А4 = 0,15. 5. Перпендикулярность отверстий, выступов, впадин плоскости разъемов пресс-формы – обеспечена. Поэтому А5 = 0,00. 6. Соответствие правилам конструирования литых деталей полное. Поэтому А6 = 0,00. Подставляя значения уточнений Аi в формулу (22), имеем показатель технологичности отливки:
Показатель технологичности для механообработки Км.о.14 определим по таблице 5. Формула для расчёта:
Выберем по таблице 5 уточнения Ai для формулы (23). 1. Количество механически обрабатываемых поверхностей – 10. Поэтому А1 = 0,00. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 272. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 ,
,  и
и  - комплексные показатели технологичности деталей соответственно «Плита» (поз 3), «Болт М16» (поз. 12) и «Корпус» (поз. 4);
- комплексные показатели технологичности деталей соответственно «Плита» (поз 3), «Болт М16» (поз. 12) и «Корпус» (поз. 4);  ,
,  и
и  - количество размеров, которые необходимо выдержать для изготовления деталей «Плита» (поз. 3), «Болт М16» (поз. 12) и «Корпус» (поз. 4) соответственно.
- количество размеров, которые необходимо выдержать для изготовления деталей «Плита» (поз. 3), «Болт М16» (поз. 12) и «Корпус» (поз. 4) соответственно.  ;
;  ;
;  .
. , (4.2)
, (4.2) и
и  - комплексные показатели технологичности деталей Д1 «Зажим» (поз. 1) и Д2 «Пластина» (поз. 9);
- комплексные показатели технологичности деталей Д1 «Зажим» (поз. 1) и Д2 «Пластина» (поз. 9);  и
и  - количество выдерживаемых размеров для изготовления тех же деталей.
- количество выдерживаемых размеров для изготовления тех же деталей.  ;
;  .
. , (4.3)
, (4.3) ,
,  и
и  - комплексные показатели технологичности деталей Д3 «Винт» (поз. 2), Д4 «Пробка» (поз. 13) и Д5 «Втулка» (поз. 10);
- комплексные показатели технологичности деталей Д3 «Винт» (поз. 2), Д4 «Пробка» (поз. 13) и Д5 «Втулка» (поз. 10);  ,
,  и
и  - количество размеров, которые необходимо выдержать для изготовления деталей Д3 «Винт», Д4 «Пробка» и Д5 «Втулка» соответственно.
- количество размеров, которые необходимо выдержать для изготовления деталей Д3 «Винт», Д4 «Пробка» и Д5 «Втулка» соответственно.  ;
;  ;
;  .
. , (4.4)
, (4.4) и
и  - комплексные показатели технологичности деталей Д10 «Пружина» (поз. 14) и Д14 «Цилиндр» (поз. 6);
- комплексные показатели технологичности деталей Д10 «Пружина» (поз. 14) и Д14 «Цилиндр» (поз. 6);  и
и  - количество выдерживаемых размеров для изготовления тех же деталей.
- количество выдерживаемых размеров для изготовления тех же деталей.  ;
;  .
. , (4.5)
, (4.5) и
и  - комплексные показатели технологичности деталей Д6 «Крышка» (поз. 8) и Д7 «Гайка» (поз. 5);
- комплексные показатели технологичности деталей Д6 «Крышка» (поз. 8) и Д7 «Гайка» (поз. 5);  и
и  - количество выдерживаемых размеров для изготовления тех же деталей.
- количество выдерживаемых размеров для изготовления тех же деталей.  ;
;  .
. ; (4.6)
; (4.6) . (4.7)
. (4.7) , учитывая особенности технологических процессов их изготовления, была составлена таблица маршрутов изготовления каждой из деталей, включая способ получения заготовки, механообработку, термическую обработку и нанесение покрытия (табл.2).
, учитывая особенности технологических процессов их изготовления, была составлена таблица маршрутов изготовления каждой из деталей, включая способ получения заготовки, механообработку, термическую обработку и нанесение покрытия (табл.2). в соответствии с табл. 2 и 3 рассчитываются по формулам (5.1) – (5.14):
в соответствии с табл. 2 и 3 рассчитываются по формулам (5.1) – (5.14): ; (5.1)
; (5.1) ; (5.2)
; (5.2) ; (5.3)
; (5.3) ; (5.4)
; (5.4) ; (5.5)
; (5.5) ; (5.6)
; (5.6) ; (5.7)
; (5.7) ; (5.8)
; (5.8) ; (5.9)
; (5.9) ; (5.10)
; (5.10) ; (5.11)
; (5.11) ; (5.12)
; (5.12) ; (5.13)
; (5.13) , (5.14)
, (5.14) ,
,  ,
,  и
и  – показатели технологичности конструкции детали для получения заготовки; механообработки; термообработки и нанесения покрытий, определяемые по формулам типа
– показатели технологичности конструкции детали для получения заготовки; механообработки; термообработки и нанесения покрытий, определяемые по формулам типа (6)
(6) – уточнения.
– уточнения.



 (7)
(7) 
 ,
, 
 (7.1)
(7.1) (8)
(8) 






 (8.1)
(8.1) (9)
(9) 

 (9.1)
(9.1)  (10)
(10)  (10.1)
(10.1)

 детали Д3 «Винт»
детали Д3 «Винт» (11)
(11) 



 (11.1)
(11.1) 

 (12)
(12) 




 (12.1)
(12.1)  (13)
(13) 
 (13.1)
(13.1)  (14)
(14)  (14.1)
(14.1) 
 (15)
(15) 
 (15.1)
(15.1) (16)
(16) 







 (16.1)
(16.1)  (17)
(17) 

 (17.1)
(17.1)  (18)
(18)  (18.1)
(18.1) 

 (19)
(19)  (19.1)
(19.1)  (20)
(20) 







 (20.1)
(20.1)  (21)
(21)  (21.1)
(21.1)

 детали Д14 «Цилиндр»
детали Д14 «Цилиндр»  (22.1)
(22.1)  (23)
(23)