|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Расчет припусков на диаметральные размеры ⇐ ПредыдущаяСтр 2 из 2 Рассчитываем припуски на обработку и промежуточные предельные размеры на поверхность Ø55h6, т.к. она является одной из наиболее точных. Заготовка – поковка повышенной точности, полученная штамповкой. Масса заготовки 5,45 кг. Технологический маршрут обработки поверхности состоит из обтачивания чернового и чистового, шлифования. При точении деталь устанавливается в патрон и поджимается задним центром, на шлифовальной операции обработка производится в центрах. Схема базирования при шлифовании показана на рисунке 16.
Определяем минимальные припуски, пользуясь формулой:
где Исходные данные для расчета припусков на токарной черновой операции выбираем в соответствии с параметрами заготовки, то есть штампованной поковки, масса которой составляет 5,45 кг. Качество поверхностей заготовки равно Rz = 150 мкм и Т = 250 мкм выбираем по таблицам. Суммарное значение пространственных погрешностей для заготовки из штампованной поковки определяется по формуле:
где При обработке в центрах наибольшую кривизну заготовки определяем как: 
где L - длина заготовки [мм]. Погрешность центрования заготовки:
где На фрезерно-центровальной операции допуск на поверхности, используемые в качестве базовых определим для штамповок группы стали М2, степени сложности С2, Т5 и исходный индекс 15: δз = 3.6 (
Далее рассчитываем остаточное пространственное отклонение на обработанных поверхностях, имеющих исходные отклонения, которые являются следствием копирования погрешности при обработке. где · после чернового обтачивания штампованных заготовок · после чистового точения штампованных заготовок
Минимальный припуск: - под черновое обтачивание
- под чистовое обтачивание
- под шлифование
Аналогично предыдущему примеру производим расчёт по остальным графам таблицы. Графу «Расчётный размер» (dр) заполняем, начиная с конечного размера (с чертежа) путём последовательного прибавления расчётного минимального припуска каждого технологического перехода. Величина Ø55h6(-0,019), принимаемая для расчёта, берётся минимальная, т.е. 54,981мм.
Записываем в соответствующую графу «Допуск δ» получившиеся значения допусков на каждый технологический переход и заготовку. Далее заполняем следующую графу «Предельный размер dmin», также для каждого технологического перехода и заготовки, округляя расчётные значения в большую сторону. Округлённое значение должно иметь тот же знак десятичной дроби, что и допуск на размер для каждого перехода.
d max 3 = 54,981+0.019 = 55.000 мм; d max 2 = 55.211+0.074 =55.285 мм; d max 1 = 55.69+0.74=56,43мм; d max заг = 59,2+3.6 =62,8 мм. Определяем предельные значения припусков наибольших предельных размеров (для
Общие припуски
Номинальный припуск, рассчитываемый по формуле (3), в данном случае, определяется с учётом несимметричного расположения поля допуска заготовки:
где
Номинальный диаметр рассчитываем по формуле (4).
где
Схему графического расположения припусков и допусков на обработку поверхности Ø55h6 можно увидеть на рисунке 17. На остальные диаметральные обрабатываемые поверхности детали «Шестерня - вал» припуски и допуски сводим в таблицу 5. На рисунке 17 показана схема расположения припусков и допусков на рассматриваемые поверхности.
Таблица 4 Расчёт припусков и предельных размеров по технологическим переходам на обработку поверхности Ø55h6 шестерни-вала
Таблица 5 Припуски и межоперационные размеры при обработке диаметральных поверхностей, мм
Продолжение таблицы 5
Для расчета припусков на торцевые размеры используется размерный анализ. Схема обработки торцевых поверхностей детали показана на рисунке 18. Рисунок 18 Схема обработки торцевых поверхностей детали «Шестерня - вал» На рисунке 1.10 буквой Б0 обозначены размеры заготовки, нижним индексом обозначены отдельные элементы детали. Б1, Б2, Б3, Б4, Б5 – соответствующие операции (1 – фрезерно-центровальная, 2,3 – токарная черновая установ 1 и установ 2, 4,5 – токарная чистовая Установ 1 и установ 2). Цифрами 10 -70 обозначеныя поверхности заготовки, а 1-7 – готовые обработанные поверхности. На первой фрезерно-центровальной операции за один установ обрабатываются оба торца детали, На токарная черновой операции обрабатываются торцы детали за два установа. На первом получаются припуски На токарной чистовой операции также, как и на предыдущей операции, за два установа получаем - Составляем уравнения технологических размерных цепей для каждого замыкающего звена. Количество уравнений равно количеству припусков, то есть 12. Для того, чтобы составить уравнение, необходимо, не прерываясь, двигаться от одной линии к другой по горизонтальным и вертикальным линиям. При этом нельзя двигаться по размерам детали и проходить через другие детали. Все размеры включаются в размерную цепь. Следовательно, получаем:
Для решения уравнений из всех размеров выбираем те, которые известны, то есть чертежные размеры с номинальными значениями и предельными отклонениями. На размеры заготовки известен только допуск, остальные размеры получатся в ходе решения уравнений. Чтобы рассчитать припуск упростим уравнение
1. По формуле находим минимальные значения Z: где Rz – высота шероховатости поверхности заготовки, образовавшейся на предшествующей операции; T – глубина дефектного слоя заготовки, образовавшегося на предшествующей операции; ρ – пространственное отклонение поверхности, полученное на предшествующей операции. Данные значения выбираем по справочнику, в зависимости от вида обработки. Для данного припуска Rz=0,01, Т=0,03, ρ=0,07, следовательно:
2. Определяем координаты середин полей допусков составляющих звеньев: где EI – нижнее отклонение; ES – верхнее отклонение. Следовательно:
3. Рассчитываем сумму полей допусков составляющих звеньев:
4. Рассчитываем номинальное значение замыкающего звена: где Emz– середина поля допуска замыкающего звена; ω – экономически - статистическая точность.
Припуск Аналогично рассчитываем остальные уравнения и записываем их в таблицу 6. На рисунке 19 показан эскиз заготовки. Таблица 6 Припуски на торцевые поверхности
Рисунок 19. Эскиз заготовки
Заключение Одной из основных задач, решаемых с помощью групповых ТП, является уменьшение затрат при переходе к выпуску новой детали. Для этого при реализации группового проектирования нужно стремиться к использованию универсального автоматизированного оборудования, не требующего длительных работ по переналадке. Такому критерию наиболее полно соответствуют станки с ЧПУ, для переналадки которых может потребоваться только загрузка новой УП. Чтобы станки наиболее полно соответствовали требованиям групповой технологии, необходимо в инструментальных наладках предусматривать позиции для всех инструментов, нужных для обработки группы деталей. При этом наиболее эффективно применение унифицированных приспособлений, не требующих дополнительной переналадки при переходе на выпуск новых деталей. Если приспособления все-таки необходимо менять, то в них предусматривают элементы обеспечивающие установку на станок без дополнительной выверки и (в идеальном случае) без участия человека. Еще одна возможность, которая реализуется с помощью группового проектирования, – это изготовление единичных и мелкосерийных деталей на высокотехнологичном оборудовании. Если при включении новой детали в группу не будет новых КТЭ, значит, данная деталь может обрабатываться без существенных дополнительных затрат, с помощью уже имеющегося группового ТП. Для этого потребуется только новая УП для станков с ЧПУ. Таким образом, групповое проектирование позволяет использовать высокотехнологичное оборудование для деталей, выпускаемых малыми партиями, а в некоторых случаях – даже единичных.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 406. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
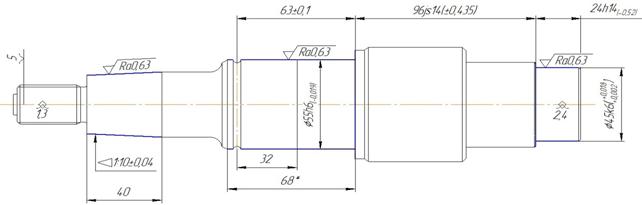 Рисунок 16. Схема базирования при шлифовании поверхности Ø55h6
Рисунок 16. Схема базирования при шлифовании поверхности Ø55h6 ,
, - наименьший припуск на обработку;
- наименьший припуск на обработку; - высота неровностей профиля (характеризует шероховатость поверхности) на предшествующем переходе;
- высота неровностей профиля (характеризует шероховатость поверхности) на предшествующем переходе; - глубина дефектного поверхностного слоя значение допуска на предшествующем переходе;
- глубина дефектного поверхностного слоя значение допуска на предшествующем переходе; - суммарное значение пространственного отклонения на предшествующем переходе;
- суммарное значение пространственного отклонения на предшествующем переходе; - погрешность установки заготовки на выполняемом переходе.
- погрешность установки заготовки на выполняемом переходе. ,
, - наибольшая кривизна заготовки;
- наибольшая кривизна заготовки; - погрешность центровки поковки [мкм];
- погрешность центровки поковки [мкм]; - погрешность смещения.
- погрешность смещения. ,
, ,
, - удельное значение кривизны заготовок (при данной длине
- удельное значение кривизны заготовок (при данной длине  , (1.10)
, (1.10) - допуск на диаметральный размер базовой поверхности заготовки, используемый при зацентровке, мм.
- допуск на диаметральный размер базовой поверхности заготовки, используемый при зацентровке, мм. ) мм;
) мм; 0,7·150 = 105мкм =0,105мм;
0,7·150 = 105мкм =0,105мм; мм;
мм; мм.
мм. , (1.11)
, (1.11) - коэффициент уточнения формы, для различных видов заготовок и методов обработки:
- коэффициент уточнения формы, для различных видов заготовок и методов обработки: мкм;
мкм; мкм;
мкм; 2·1775 мкм;
2·1775 мкм; мкм;
мкм; 2·115 мкм;
2·115 мкм; мм;
мм; мм;
мм; мм;
мм; ;
; и
и  как разность
как разность

 мм = 285 мкм;
мм = 285 мкм; мм = 1145 мкм;
мм = 1145 мкм; мм = 6370 мкм;
мм = 6370 мкм; мм = 230 мкм;
мм = 230 мкм; мм = 479 мкм;
мм = 479 мкм; мм = 3510 мкм.
мм = 3510 мкм. и
и  рассчитываем по формуле (1 и 2), суммированием промежуточных припусков
рассчитываем по формуле (1 и 2), суммированием промежуточных припусков  и
и  , соответственно.
, соответственно. , (1)
, (1) , (2)
, (2) мкм;
мкм; мкм.
мкм. , (3)
, (3) и
и  - допуски на диаметр заготовки и детали.
- допуски на диаметр заготовки и детали. мкм.
мкм. , (4)
, (4) - минимальный диаметр обработанной поверхности детали.
- минимальный диаметр обработанной поверхности детали. мм ≈ 60 мм.
мм ≈ 60 мм.


















 Рисунок 17. Схема графического расположения припусков и допусков на обработку поверхности Ø55h6
Рисунок 17. Схема графического расположения припусков и допусков на обработку поверхности Ø55h6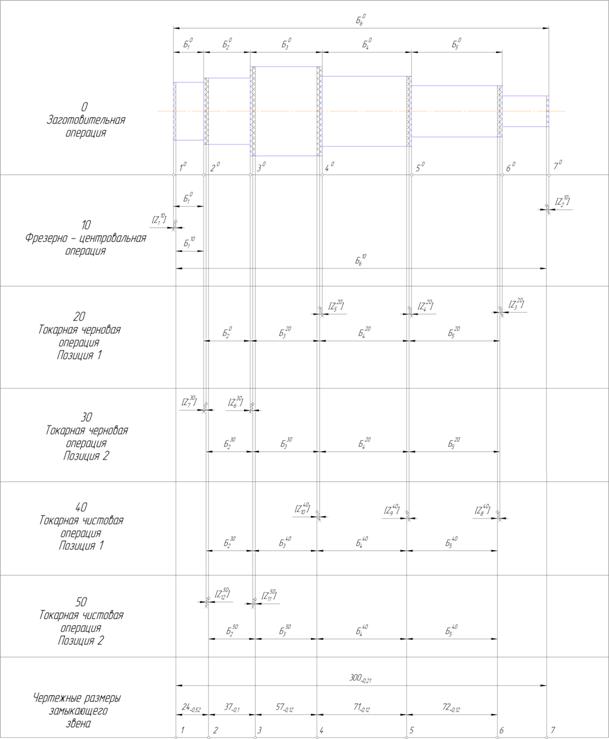
 и
и  - соответствующие припуски.
- соответствующие припуски. ,
,  ,
,  , а на втором -
, а на втором -  ,
,  .
. ,
,  ,
,  и
и  ,
,  .
. ;
; ;
; ;
; ;
; ;
; ;
;  ;
; ;
; ;
; ;
; ;
; .
. равны, то они взаимно уничтожаются. Следовательно, рассчитаем припуск для уравнения
равны, то они взаимно уничтожаются. Следовательно, рассчитаем припуск для уравнения  , где
, где  =57(
=57(  ),
),  =h10(
=h10(  ):
): ,
, 


 ,
, 
 ,
,  – минимальное значение припуска;
– минимальное значение припуска;