|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Строение сварочной дуги и её электрические свойства. Зависимость напряжения дуги от её длины. Вольт-амперная характеристика дуги.
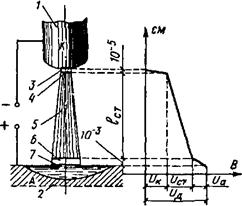
Наиболее распространенным видом сварочной дуги является дуга прямого действия. Строение дуги постоянного тока схематично показано на рис. Как видно из рисунка, в дуге присутствуют три основных участка: катодная приэлектродная область, столб дуги, анодная приэлектродная область. Рисунок 3.1 - Строение сварочной дуги А - анод; К - катод; 1 -электрод; 2 - свариваемая деталь; 3 - катодное пятно; 4 - катодная область; 5 - столб дуги; 6 - анодная область; 7 - анодное пятно; Uк - падение напряжения в катодной области; Uа - то же, в анодной области; Uст - то же, в столбе дуги; lст - длина столба дуги; Uд - напряжение дуги
Катодная область. В катодной области текут два противоположно направленных потока: электронов и положительно заряженных ионов. Излучаемые катодом электроны поступают в столб дуги, не сталкиваясь на своем пути в пределах катодной области с атомами газа. Положительные ионы падают на катод, при этом они нейтрализуются и тормозятся с выделением большого количества тепла, приводящего к нагреву и плавлению электрода. Падение напряжения в катодной области Vк составляет 10 - 20 В, напряженность электрического поля 106 В/см. Протяженность катодной области lк равна 10-4 – 10-5 см. Следует отметить, что электроны излучаются не всей поверхностью катода одновременно, а отдельными его участками. Такие участки катода, излучающие электроны, называются катодными пятнами. Местоположение этих активных пятен с большой скоростью все время меняется. Столб дуги. Этот участок дуги представляет собой частично ионизированный газ, содержащий атомы, свободные электроны, положительно и отрицательно заряженные ионы. Такой, хотя бы частично ионизированный, газ называется плазмой. Плазменный столб дуги считается в целом электрически нейтральным: в каждом его сечении одновременно находятся равные количества заряженных частиц противоположного знака. В столбе дуги идут два взаимоуравновешенных процесса: с одной стороны ионизация, с другой - рекомбинация, сопровождаемая выделением электромагнитных излучений, за счет которых происходит нагрев содержащегося в столбе газа. Напряженность электрического поля в столбе дуги невелика и составляет всего 10 - 50 В/см.  Анодная область. В анодной области, расположенной у положительного электрода, имеет место направленный поток электронов. Этот поток течет от столба дуги к поверхности анода, называемой анодным пятном. Анодное активное пятно, в отличие от катодного пятна, имеет существенно большие размеры и малую подвижность. Поток электронов падает на анодное пятно, нейтрализуется и тормозится с выделением тепловой энергии, приводящей к сильному нагреву анодного пятна и, как следствие, к плавлению свариваемой детали (или электрода). Падение напряжения в анодной области Uа составляет 4 - 6 В, напряженность электрического поля 104 В/см. Протяженность анодной области lа: равна 10-3 – 10-4 см. Общая длина сварочной дуги lд равна: lд = lк + lст + lа где lк, lст, lа - соответственно длины катодной области, столба дуги и анодной области. Электрические свойства дуги. Режим горения сварочной дуги определяется двумя параметрами: напряжением и током. Напряжение дуги Uд слагается из суммы падений напряжений в катодной области Uк, столбе дуги Uст, анодной области Uа, т.е. Uд = Uк + Uст + Uа. При установившемся процессе горения напряжение дуги зависит главным образом от ее длины. Такая зависимость выражается формулой Uд = а + blд, где Uд - напряжение дуги, В; lд - длина дуги, практически равная длине столба дуги, мм; а - постоянный коэффициент, равный сумме падений напряжений в катодной и анодной областях дуги (Uк + Uа), В; b - среднее удельное падение напряжения, соотнесенное к 1 мм длины столба дуги (напряженность поля), В/мм. Значения коэффициентов а и b зависят от составов сварочных материалов (электродов, проволок, флюсов, газов) и свариваемого металла, силы сварочного тока и других факторов. Таким образом, в условиях установившегося процесса при неизменности всех технологических параметров сварки, между напряжением дуги и длиной дуги существует фактически линейная зависимость. Другой характер зависимости наблюдается между напряжением дуги и вторым параметром горения дуги - сварочным током - при постоянной (заданной) длине дуги. Такая зависимость, называемая статической вольт-амперной характеристикой, показана на рис. 3.3. В общем случае статическая характеристика дуги имеет три ветви: падающую, горизонтальную (жесткую) и возрастающую. Наличие таких трех ветвей связано с тем, что для дугового разряда электрическое сопротивление не является постоянным - оно зависит от интенсивности ионизации и плотности тока. Области I и II статической характеристики дуги соответствуют режимам сварки, применяемым при ручной сварке покрытыми электродами; к области II можно также отнести сварку под флюсом на малых режимах. К области III относятся режимы сварки под флюсом и в защитном газе выполняемой тонкой проволокой (на высоких плотностях тока). Можно отметить, что для сварочных дуг характерен следующий диапазон напряжений и плотностей токов: ручная сварка покрытыми электродами – 12 - 25 В, 5 - 25 А/мм2; сварка под флюсом - 25 - 45 В, 40 - 125 А/мм2; сварка в защитном газе – 15 - 35 В, 100 - 350 А/мм2. Показанные на рис. зависимости относятся к сварке как постоянным, так и переменным током. Однако дуга переменного тока обладает рядом существенных особенностей, обусловленных периодическими изменениями напряжения и тока в соответствии с частотой тока (обычно 50 Гц). В каждый полупериод при снижении напряжения ниже напряжения горения дуги, определяемого статической характеристикой (см. рис. 3.3), дуга гаснет. Несмотря на кратковременность прекращения горения, плазма дуги успевает остыть на несколько тысяч градусов, соответственно уменьшается и ее проводимость. Поэтому в каждый последующий полупериод дуга возбуждается при более высоком напряжении, чем напряжение горения. В результате возникают перерывы в горении дуги, что приводит к ее обрыву. Поэтому для стабилизации горения дуги переменным током необходимо принимать специальные меры (например, вводить в атмосферу дуги элементы-стабилизаторы с низким потенциалом ионизации: калий, натрий и другие; включать в сварочную цепь специальные источники-генераторы дополнительных импульсов тока, способствующие возбуждению дуги синхронно с частотой питающей сети).
Рисунок 3.3 - Статическая вольт-амперная характеристика дуги: Iсв - сварочный ток; Uд - напряжение дуги; I, II, III - соответственно падающая, горизонтальная и возрастающая ветви характеристики; lд1 и lд2 - длина дуги (lд1 » lд2) |
||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 712. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |