|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Схема процесса КРб и режим.Стр 1 из 2Следующая ⇒ Лекция 8-9. КАТАЛИТИЧЕСКИЙ РИФОРМИНГ БЕНЗИНА Среди вторичных процессов каталитический риформинг (КР) занимает второе место и составляет в США 22 % от объема первичной перегонки нефти (в России - 9 %). Существует два варианта КР: на получение высокооктанового бензина (КРб) и на получение ароматических углеводородов (КРа). Для этих двух вариантов исходный бензин (КРб) 30-180 °С разделяется на разные узкие фракции: 30 - 62 0С, 30 - 85 0С, 62 – 85 0С, 85 -180 0С. Фракция 30 – 62 0С используется на получение петролейного эфира (растворитель для различных красок, очистки изделий и т.д.) и в качестве сырья для процесса изомеризации (высокооктановый компонент автобензина. Фракция 62 – 85 0С используется как растворитель или направляется на термический пиролиз, фракция 85 – 180 0С используется в качестве сырья для КРб на получение высокооктанового автобензина. Для получения ароматических углеводородов (КРа) исходный бензин разделяется преимущественно на следующие узкие фракции: 30 – 62 0С, 62 -140 0С, 140 -180 0С. Фракция 30 – 62 0С используется на получение петролейного эфира и в качестве сырья для процесса изомеризации (высокооктановый компонент автобензина). Фракция 62 – 140 0С используется в качестве сырья в нефтехимическом синтезе (КРа) на получение ароматических углеводородов, из которого затем выделяют ароматические углеводороды (бензол, толуол, п-, м- и о –ксилолы) или используют в качестве высокооктанового компонента. Фракция 140 -180 0С используется в качестве сырья в процессе каталитического риформинга (КРб) на получение высокооктановых компонентов автобензинов, используется в качестве компонента в дизельных топливах марок «З» и «А» или направляется в качестве сырья на термический пиролиз для получения низших олефинов и других ценных углеводородов (бензола, толуола и других). 
КАТАЛИТИЧЕСКИЙ РИФОРМИНГ НА ПОЛУЧЕНИЕ БЕНЗИНА Сырьедля КРб - это обычно фракция 85-180 °С. Легкая фракция НК - 85 °С для процесса нежелательна, так как в ней мало углеводородов С6 и она дает большой выход газа С1 - С4; фракция же выше 180 °С дает большой выход кокса. Если начало кипения целевой фракции не 85 °С, а выше, то процесс (КРб) идет селективнее. Для фракции 105-180 °С выход высокооктанового бензина в среднем на 3-5 % выше, чем для фракции 85-180 °С при том же групповом составе исходного бензина. Предпочтительный групповой состав исходного бензина для процесса КРб - преобладание парафино-нафтеновых углеводородов. Процесс каталитического риформинга предъявляет высокие требования к качеству исходного сырья, в частности по содержанию в нем серы, азота и влаги: • содержание серы в сырье допускается не более 1∙10-4 % (1 мг/кг), поэтому в составе установок КР всегда есть блок гидроочистки сырья (прямогонного бензина), с тем чтобы довести содержание серы до нормы; • содержание азота допускается не более 0,5∙10-4 %, так как азот (особенно азотистые основания) является ядом для катализаторов, разрушающим их кислотные центры; • содержание влаги в сырье ограничивается величиной не более 1,5∙10-4 %, поскольку влага вымывает галоген, которым обрабатывается катализатор, и образует хлороводородную кислоту. Катализаторы процесса каталитического риформинга - так называемые ме-таллонанесенные, бифункционального типа (кислотная основа носителя γ –Al2O3 с нанесенным на нее металлом Pt, Pd, Re, Sn и другие элементы). Кислотная основа - это либо оксид алюминия, либо цеолит, а в качестве активных металлов используются платина, палладий, рений, иридий и др. Роль кислотной матрицы: на кислотных центрах идут карбоний - ионные реакции изомеризации циклогексана, гидрокрекинг и изомеризация н-алканов. Для усиления кислотных свойств катализатор обрабатывают сильными кислотами (хлористоводородной, фтористоводородной) во время регенерации. Роль металла: он катализирует реакции дегидрирования циклоалканов, де-гидроциклизации и-алканов и гидрирования ненасыщенных углеводородов. Марки катализаторов: катализаторы 60-х - 70-х годов XX века - АП-56 и АП-64, содержащие 0,6 - 0,65 % платины и с соотношением платина : хлор -1:1; современные катализаторы серии КР (КР-104, КР-108 и др.) - это полиметаллические катализаторы, содержащие 0,3 - 0,4 % платины, а также рений, иридий и другие металлы в долях процента. О преимуществе катализаторов КР свидетельствуют данные, приведенные в табл. 1. Преимущества катализаторов КР очевидны: ниже давление в процессе (меньше энергозатраты), больше выход ароматики и больше съем готового продукта с 1 кг катализатора. Кроме того, катализатор КР стабильнее, работает при температуре на 20-30 °С ниже (470 - 500 °С) и значительно дешевле; работает без регенерации 2-3 года. Регенерация катализатора производится по окислительно-восстановительному механизму: • выжигание кокса кислородсодержащим газом (0,5 - 2,0 % кислорода) при 250 - 300 °С с последующим поднятием температуры до 400 °С; • прокалка инертным газом при 500 °С; • восстановление водородом при этой температуре с хлорированием.
Таблица 1. Сравнительные характеристики катализаторов
Химизм процесса каталитического риформинга довольно сложен, но в основном он сводится к реакциям нафтенов и н-алканов. Реакции, которым подвергаются углеводороды, могут быть представлены следующей схемой: дегидрирование ц-С6Н12 → С6Н6 + ЗН2; -200 кДж/моль, изомеризация ц-С6Н12 → ц-С5Н9СН3; -20 кДж/моль, ц-С6Н11СН3 → ц- С5Н8(СН3)2, н – С6Н14 → и – С6Н14; - 6 кДж/моль, гидрирование ц-С6Н12 + Н2 → н-С6Н14; +50 кДж/моль, гидрокрекинг ц-С7 → ц-С6 + СН4 + Н2; +54 кДж/моль, дегидроциклизация 2н-С7Н16 → ц-С6Н11СН3 → С6Н5СН3 + 3Н2, крекинг н-С6Н14 → С2Н4 + н-С4Н10; - 90 кДж/моль, и-С8Н18 → С2Н4 + и-С6Н14; - 90 кДж/моль. Главные реакции - это дегидрирование нафтенов и дегидроциклизация н-алканов, а остальные реакции - побочные (изомеризация, гидрокрекинг, гидрирование). Побочной и вредной является реакция уплотнения с образованием кокса. Для ее подавления используется повышенное давление водорода. Образующиеся ароматические углеводороды подвергаются изомеризации, деалкилированию и диспропорционированию. Схема процесса КРб и режим. Принципиальная схема процесса показана на рис. 1. Она состоит из четырех блоков: • блок гидроочистки бензина до содержания серы не более 1 мг/кг; • реакторный блок, предназначенный для нагрева и конверсии сырья; нагрев осуществляется перед каждым из трех реакторов из-за эндотермич- • блок сепарации парогазовой фазы от жидкой, состоящий из регенера- • блок стабилизации бензина, где в колонне стабилизации получают ста- Сырье по обычной схеме проходит гидроочистку, стабилизируется в колонне РК-1 и поступает на блок риформинга. Блок риформинга включает в себя три реактора со стационарным слоем катализатора, имеющие разные объем загрузки катализатора. Перед каждым реактором бензин нагревается в трехсекционной печи, а после выхода из третьего реактора он проходит регенеративные теплообменники Т-3 и охлаждается для отделения водородсодержащего газа. ВСГ проходит осушку в адсорбере А, после которого частично направляется на циркуляцию. Катализат идет на стабилизацию, после чего получают стабильный высокооктановый бензин XIII. Температура в реакторахсоставляет 470-510 °С для катализатора КР (для АП-64 она равна 485-530 °С). Указан интервал температур, так как температура растет от реактора к реактору. По мере закоксовывания катализатора приходится постепенно повышать температуру, чтобы поддерживать конверсию на прежнем уровне. Давлениедля основных реакций дегидрирования и дегидроциклизации чем ниже, тем лучше (селективнее процесс). Повышенное давление используется для подавления реакций полимеризации и конденсации (коксования). Как уже отмечалось, для современных катализаторов КР давление ниже (1,8-2,0 МПа), чем для применявшихся ранее катализаторов АП (3,0-3,5 МПа). Объемная скорость подачи сырьясоставляет 1,3-2,0 ч-1, т.е. 1 м3 сырья на 1 м3 катализатора в час, считая на всю загрузку катализатора. Кратность циркуляцииВСГ поддерживается на уровне 6-10 моль/моль (900-1500 нм3 ВСГ на м3 сырья). Такая большая кратность нужна для того, чтобы поддерживать в системе высокое парциональное давление водорода и тем самым подавлять побочные реакции уплотнения. Итогом процесса КРб являются следующие продукты: • стабильный высокооктановый бензин с выходом 77-83 %, содержащий • головка стабилизации (сжиженный газ) с выходом 5-6 %, идущая на га- • углеводородный газ с выходом 7-11 %, идущий на те же цели или сжи- • водородсодержащий газ с выходом 5-6 %, содержащий чистого водоро- Наряду с процессом КРб со стационарным слоем катализатора уже почти четверть века существует процесс с движущимся слоем катализатора, впервые реализованный в промышленности в 1971 г. За эти годы построены и успешно работают в мире около 130 таких установок и еще более 45 строятся (фирма "UOP", США). Первая установка, закупленная во Франции в 1980 г. тогда еще СССР, была построена и пущена в Баку (ЛФ-35-11/1000).
Схема этой установки показана на рис.2. Она включает в себя пять блоков: • блок гидроочистки (ГО), назначение - см. выше; • реакторный блок, принципиально отличный от стационарного: один вер- • регенераторный блок, куда из нижней секции реактора выводится закок- • блок сепарации продуктов реакции; вначале в холодном сепараторе низ- • блок стабилизации бензина по обычной схеме. • Преимущества установок с движущимся слоем катализатора: • низкое давление в реакторе (0,35 - 0,50 МПа); • повышенная объемная скорость подачи сырья (2,0 - 2,2 ч-1); • низкая кратность циркуляции водородсодержащего газа (1-2 моль/моль); • выход стабильного высокооктанового бензина на 3 % больше, чем в про- более высокое октановое число готового бензина (ОЧи = 103).
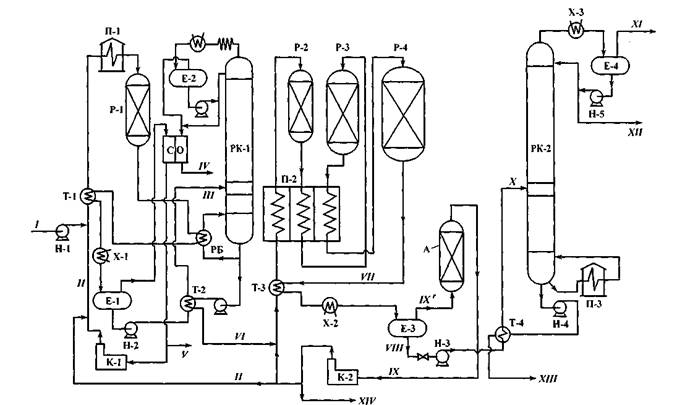
Рис.1. Принципиальная схема установки каталитического риформинга для получения высокооктанового бензина на стационарном катализаторе:
Р-1 -реактор гидроочистки; Р-2, -3, -4-реакторы риформинга; П-1, -2, -3 -трубчатые печи; РК-1, -2 - ректификационные колонны; А -адсорбер; СО - секция очистки газов; Е-1, -3 - сепараторы высокого давления; Е-2, -4 - сепарационные емкости колонн; Т - теплообменники; X -холодильники; Н - насосы; К-1, -2 - компрессоры;
потоки: 1- бензин 85-180 °С; II- ВСГ; III- гидроочищенный катализат; IV, XI-углеводородные газы; V -отдув ВСГ; VI -гидроочищенный бензин на риформинг; VII -риформированный катализат; VIII -жидкая фаза; IX -ВСГ на очистку; X -нестабильный катализат риформинга; XII - cжиженный газ; XIII -стабильный высокооктановый бензин; XIV -товарный ВСГ.
Лекция 17.
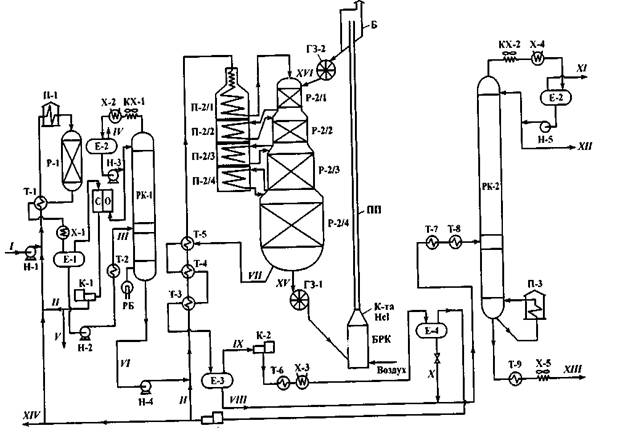
Рис. 2. Схема установки каталитического риформинга бензина с движущимся слоем катализатора и блоком гидроочистки: Р-1 - реактор гидроочистки; Р-2/1-Р-2/4 - секции реактора риформинга; П-1 - печь блока гидроочистки; П-2/1-П-2/4 - секции печи реактора риформинга; П-3 - печь подвода тепла внизу колонны стабилизации; РК-1, -2 - ректификационные колонны стабилизации; СО - ступень очистки газов от сероводорода; ГЗ-1, -2 - гидрозатворы на потоке катализатора; ПП - пневмоподъемник; БРК - блок регенерации катализатора; Б -бункер; Е-1, -3, -4 - сепараторы высокого давления; РБ - ребойлер; остальные обозначения - см. рис. 4.9; потоки: 1- бензин 85-180 °С; II - ВСГ; III - жидкая фаза катализата; IV, XI - углеводородный газ; V- отдув ВСГ; VI - очищенный от серы бензин; VII - катализах риформинга; VIII- жидкая фаза из горячего сепаратора; IX- паровая фаза в смеси с ВСГ из горячего сепаратора; X- жидкая фаза из холодного сепаратора; XII - сжиженный газ; XIII - стабильный высокооктановый бензин; XIV - товарный ВСГ; XV - закоксованный катализатор; XVI - регенерированный катализатор.
Комп. бензина
Рис. 3. Блок выделения и разделения ароматики (С6, С7 и С8) установки каталитического риформинга для получения ароматических углеводородов: 1 - колонна стабилизации; 2 - экстрактор ароматики; 3 -десорбер; 4, 5 -реэкстракторы ДЭГ; 6 - бензольная колонна; 7 - толуольная колонна; 8 -упарка водного раствора ДЭГ; 9 - о-ксилольная колонна; 10 -этилбензольная колонна; 11 - м-ксилольная колонна; 12 -колонна отделения тетрахлорида углерода; X - холодильник; К - кристаллизатор; Ф - фильтр; ЭБ - этилбензол; ОК - о-ксилол; МК - м-ксилол; ПК - п-ксилол; потоки: I- стабильный бензин риформинга; II- легкая фракция; III - рафинат; IV – концентрат ароматики; V- абсорбент (ДЭГ); VI- бензол; VII- толуол; VIII- концентрат изомеров С8. Блок гидроочистки представлен здесь реактором Р-1, сепаратором Е-1, сепа-рационной колонной РК-1 и ступенью очистки газов СО. Поступающий на блок риформинга бензин проходит регенерационные теплообменники и поступает в печь П-2/1 и затем в реактор Р-2/1. После этого он проходит остальные три секции печи, подогреваясь между ступенями реактора, и остальные секции реактора (Р-2/2, Р-2/3, Р-2/4) и поступает в сепаратор Е-3 после теплообменника Т-3 (т.е. еще в горячем состоянии). Из сепаратора Е-3 жидкая фаза идет в стабилизационную колонну РК-2, а паровая - на дожимной компрессор К-2, после которого с давлением 1,5-1,8 МПа паровая фаза охлаждается в теплообменнике Т-6 и холодильнике Х-3 и поступает в сепаратор Е-4. В сепараторе Е-4 отделяется водородсодержащий газ, откачиваемый компрессором К-3, а жидкая фаза поступает в стабилизационную колонну РК-2. Катализатор пересыпается из секции в секцию реактора так, чтобы пары сырья направить в печь П-2/2, а затем в П-2/3 и в П-2/4 на догревание; сам же катализатор через гидрозатворные пересыпанные устройства направляется в следующую секцию Р-2/2, а затем в Р-2/3 и в Р-2/4. Пройдя все секции, катализатор из нижней секции Р-2/4 выходит на регенерацию. Для этого он проходит гидрозатвор ГЗ-1 и поступает в блок регенерации катализатора (БРК), где кислородом воздуха с его поверхности выжигается кокс, после чего катализатор обрабатывают крепкой хлороводородной кислотой. Из БРК по пневмоподъемнику (ПП) катализатор поднимается в бункер Б и из него через гидрозатвор ГЗ-2 поступает в верхнюю секцию реактора Р-2/1. Катализатор - цеолитсодержащий шариковый (диаметр шариков 2 мм), что дает ему хорошую подвижность при движении слоя; полный цикл его работы -3-7 дней. Тип катализатора - R-20 и R-34. Регенерация катализатора ведется при атмосферном давлении, поэтому на выходе из реактора и на входе в реактор стоят шлюзовые камеры (ГЗ-1 и ГЗ-2), отражающие от попадания ВСГ в блок регенерации. Ориентировочный режим работы установки следующий: Температура, °С: в реакторе гидроочистки............................................ 340 на выходе из печи П-2/1 ............................................. 500 на входе в печь П-2/2.................................................... 480 на выходе из печи П-2/4............................................... 520 Давление, МПа: внизу Р-2/4.................................................................... 0,8 в сепараторе Е-4........................................................... 2,5 Продолжительность цикла циркуляции катализатора, сут 3,0 Соотношение загрузки катализатора по секция реактора 1 : 2 : 3,5 : 5 Отношение водород: углеводороды в ВСГ.................... 2,5 Скорость регенерации катализатора, кг/ч...................... 1800 Октановое число стабильного катализата (исследовательский метод) 102 В табл.2. приведены сравнительные данные по двум процессам - со стационарным и с движущимся слоем катализатора, а также данные по годам о совершенствовании второго процесса. Таблица 2. Сравнительные данные по двум процессам каталитического риформинга
Не комментируя цифры, можно в общем сказать, что процесс с движущимся слоем катализатора имеет несомненные и большие преимущества и за ним будущее. Учитывая эти преимущества, фирма "UOP" рекомендует все установки со стационарным слоем реконструировать в установки с движущимся слоем в три стадии: • 1-я стадия - заменить теплообменник объединенного сырья на верти- • 2-я стадия - заменить существующие реакторы на один четырехступенчатый вертикальный реактор с установкой дополнительной печи; • 3-я стадия - добавить блок непрерывной регенерации катализатора и за- |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 501. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||