|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
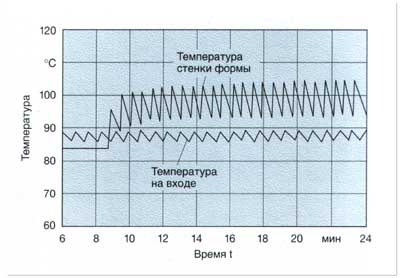
При переработке материалов в рекомендуемых условиях могут выделяться незначительные количества продуктов расщепления.Согласно листку по технике безопасности необходимо обеспечивать соблюдение приведенных значений допустимой концентрации веществ на рабочем месте путем достаточного местного отсоса и вентиляции, чтобы не подвергать опасности здоровье и самочувствие операторов машин. Не разрешается значительно превышать предписанную температуру переработки, потому что это может приводить к сильному парциальному разложению полимеров и выделению летучих продуктов разложения. Так как завышенные температуры в большинстве случаев являются следствием неправильного управления или неполадок в системе обогрева, необходимо уделять особое внимание этим вопросам и осуществлять постоянный контроль.4.2 Термостатирование формы Термостатирование формы оказывает решающее влияние на качество литых изделий. Особенно такие свойства, как внутреннее напряжение, коробление, соблюдение допусков на размеры, вес, а также качество поверхности, в решающей степени зависят от термостатирования формы. Температура стенки формы оказывает очень сильное влияние также и на время охлаждения . Соблюдение заданных технологических параметров, в частности, допусков на размеры, зависит от четко установленной температуры формы. Применяемые для этих целей термостатирующие приборы могут, как правило, лишь в ограниченной мере обеспечить величину и постоянство температуры. Во-первых, при каждом процессе впрыска температура поверхности формы возрастает в результате контакта с расплавом на 5 - 15 °С. До следующего процесса впрыска рост температуры снижается в результате отвода тепла. Поэтому при постоянной циклической работе возникает периодическое колебание температуры (так называемый пилообразный профиль температуры). Но прежде всего температура формы возрастает в течение определенного времени при пуске производства, пока не создадутся условия равновесия между подводом и отводом тепла. Эта температура может на 10 - 30 °С превышать показатели, установленные на термостатирующем приборе. На нее налагаются - иногда очень значительные - регулировочные колебания термостатирующего прибора. 
Рис. 11: Изменение температуры равновесия на стенке формы после пуска Температура равновесия и время до достижения термического равновесия зависят от расхода термостатирующей среды или же от сопротивления течению. Последняя величина определяется количеством термостатирующих каналов и изменений направления течения в форме (последовательное соединение нескольких термостатирующих цепей). С другой стороны, насос термостатирующего прибора часто не обеспечивает давления, необходимого для достаточного расхода термостатирующей среды (10 - 15 л/мин), или же клапан, ограничивающий давление, задает очень низкую величину максимального давления. В результате этого в форме возникает “ползучее течение” и - следовательно -недостаточный теплообмен. Свидетельством слишком низкого расхода является разница температур на входе и выходе: она должна быть менее 4°С.
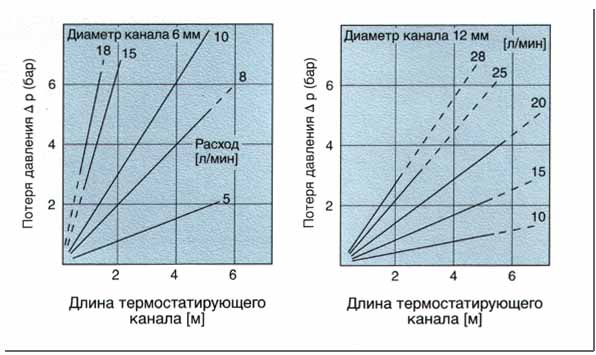
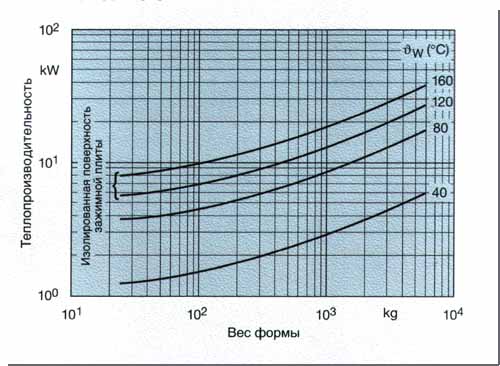
Рис. 12: Потери давления в термостатирующих отверстиях различного диаметра Важной предпосылкой для быстрого достижения температуры формы и ее надежного регулирования является достаточная тепло- и хладопроизводительность применяемых термостатирующих приборов. На нижеследующей диаграмме показаны ориентировочные значения теплопроизводительности, зависящей от размеров и температуры формы.
Рис. 13: Необходимая теплопроизводителъность для различных температур в зависимости от размера формы
Таблица 6: Ориентировочные значения требуемых мощностей обогрева для поддержания температуры формы в рабочих пределах (60 - 110 oС) Ориентировочные значения требуемой мощности охлаждения (она измеряется при 60 - 70 oС): Мощность насоса: |
||||||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 224. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |