|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
НОРМИРОВАНИЕ ТОЧНОСТИ МЕТРИЧЕСКОЙ РЕЗЬБЫ
Исходные данные Задана резьбовая посадка: Результаты измерения болта: измеренный средний диаметр измеренный наружный диаметр погрешность шага погрешность половины угла профиля резьбы:
Результаты измерения гайки: ; измеренный средний диаметр измеренный внутренний диаметр погрешность шага погрешность половины угла профиля резьбы:
Содержание задания 1. Определить номинальные параметры резьбовой посадки. 2. Найти основные отклонения и допуски диаметров болта и гайки. 3. Определить предельные размеры диаметров болта и гайки. 4. Рассчитать приведенный средний диаметр для болта и гайки и определить действительный зазор в резьбовом соединении. 5. Определить годность деталей в соответствии с заданными результатами измерений. 6. Вычертить схему расположения полей допусков заданной резьбовой посадки, указать на схеме номинальные размеры, допуски и предельные отклонения номинальных параметров резьбы.
Ход выполнения задания 1. Согласно заданному обозначению резьбовой посадки, номинальный (наружный) диаметр резьбы d=D=12 мм. Задана резьба M12 с мелким шагом P=1,5 мм. Номинальные значения среднего и внутреннего диаметров равны:
2. Определим допуски для диаметров болта и гайки в соответствии с ГОСТ 16093-2004: Для болта – допуск на средний диаметр (7 степень точности) Допуск на наружный диаметр (6 степень точности) Для гайки – допуск на средний диаметр (7 степень точности) Допуск на внутренний диаметр (7 степень точности)  Основные отклонения диаметров резьбы для болта (отклонение e) – верхнее отклонение es = -67 мкм; для гайки (отклонение H) – нижнее отклонение EI = 0;
3. Найдем предельные размеры диаметров болта и гайки. Определяем предельные размеры гайки.
Находим предельные размеры болта.
4. Для расчета приведенного среднего диаметра определим значения диаметральной компенсации погрешностей шага и угла профиля резьбы для каждой из деталей . Находим диаметральные компенсации и приведенный средний диаметр болта. Диаметральная компенсация погрешности шага
Отклонение половины угла профиля резьбы
Диаметральная компенсация погрешности угла
Приведенный средний диаметр болта
Находим диаметральные компенсации и приведенный средний диаметр гайки. Диаметральная компенсация погрешности шага
Отклонение половины угла профиля резьбы
Диаметральная компенсация погрешности угла
Приведенный средний диаметр гайки
Действительный зазор в резьбовом соединении равен
5. Результаты измерений и расчетов сводим в таблицу 4.1. Анализирую полученные данные, делаем вывод о годности деталей. Таблица 4.1 – Определение годности резьбовых деталей
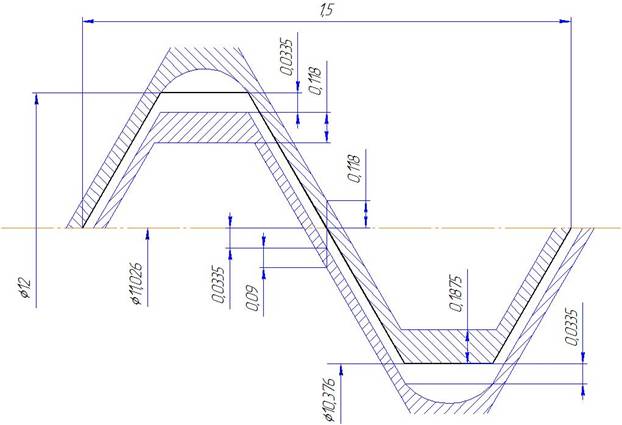
6. Схема расположения полей допусков заданной резьбовой посадки показана на рисунке 4.1.
Рисунок 4.1. – Схема расположения полей допусков резьбовой посадки
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 324. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ;
; = 10,819 мм;
= 10,819 мм; = 11,923 мм ;
= 11,923 мм ; = 60 мкм ;
= 60 мкм ; ;
;  =
= 
 = 11,327 мм;
= 11,327 мм; = 10,625мм ;
= 10,625мм ;
 =
=  =
=  =
=  = 10,376 мм;
= 10,376 мм; =
=  =
=  = 11,026 мм.
= 11,026 мм. =180 мкм;
=180 мкм; =236 мкм;
=236 мкм; =236 мкм;
=236 мкм; =375 мкм;
=375 мкм; = D + EI = 12 + 0 = 12 мм.
= D + EI = 12 + 0 = 12 мм. - не нормируется, т. к. не нормируется допуск на наружный диаметр гайки. Реальный профиль впадины гайки не должен выходить за линию плоского среза, расположенного на расстоянии H/8 от вершины исходного треугольника профиля резьбы.
- не нормируется, т. к. не нормируется допуск на наружный диаметр гайки. Реальный профиль впадины гайки не должен выходить за линию плоского среза, расположенного на расстоянии H/8 от вершины исходного треугольника профиля резьбы. =
=  =
=  =
=  =
=  = d + es = 12 + (-0,067) = 11,933 мм
= d + es = 12 + (-0,067) = 11,933 мм =
=  =
=  + es = 10,376 +(-0,067) = 10,309 мм
+ es = 10,376 +(-0,067) = 10,309 мм  - не нормируется, т. к. не нормируется допуск на внутренний диаметр болта. Реальный профиль впадины болта не должен выходить за линию плоского среза, расположенного на расстоянии H/4 от вершины исходного треугольника профиля резьбы.
- не нормируется, т. к. не нормируется допуск на внутренний диаметр болта. Реальный профиль впадины болта не должен выходить за линию плоского среза, расположенного на расстоянии H/4 от вершины исходного треугольника профиля резьбы. =
=  +
+  =11,026 + (-0,067) = 10,959 мм
=11,026 + (-0,067) = 10,959 мм =
=  =
=  =
=  = 0,104 мм
= 0,104 мм =
=  =
=  = 20’
= 20’ =
=  =
=  = 0,009 мм
= 0,009 мм =
=  +
+  =
=  = 0,102 мм
= 0,102 мм = 20’
= 20’ (
(  -
-  = 11,923
= 11,923
 = 11,216
= 11,216